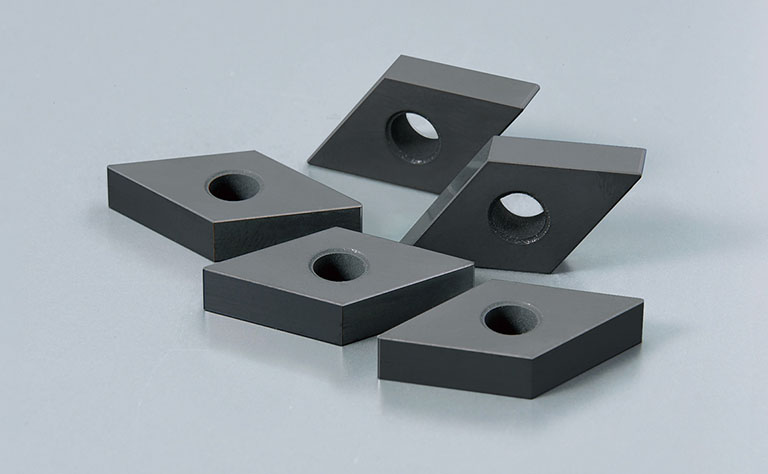
 球墨铸铁 连续精加工| 无涂层/有涂层 CBN
球墨铸铁 连续精加工| 无涂层/有涂层 CBN
球墨铸铁 高速精加工的首推材质
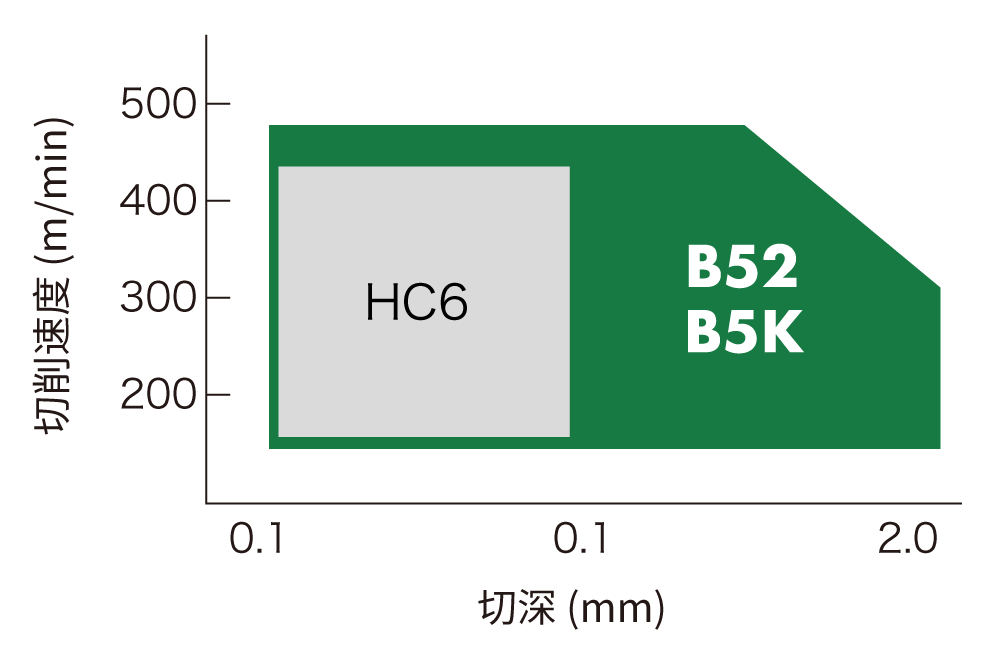
Vc=~500m/min的高速精加工
实现大幅超越陶瓷的高效率加工
性能
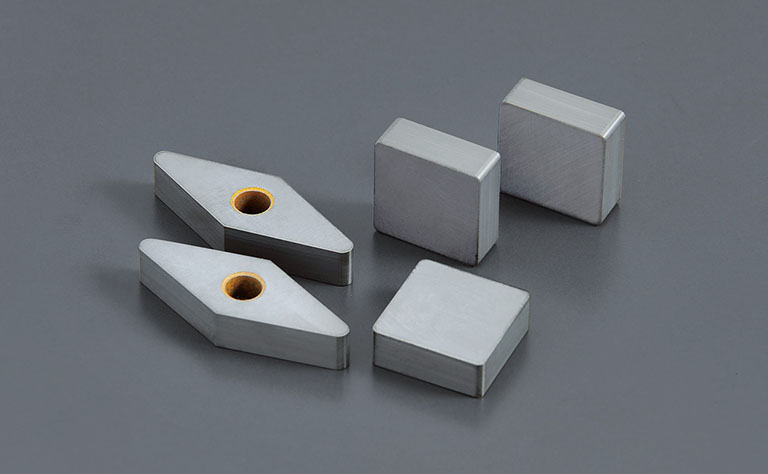
- 强化了球墨铸铁精加工性能
- 精心调校的特殊TiC结合剂与CBN配比,得以发挥优秀的耐磨损性能
适用场合
用于球墨铸铁
车削精加工
材质区分特性
加工参数
横向滚动表格 →
| 材质 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 进给(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| B5K/B52 | 用于球墨铸铁 | 车削加工 | 精加工 | 100 - 500 | 0.1 - 0.4 | -2.0 | 湿式加工 |
加工案例
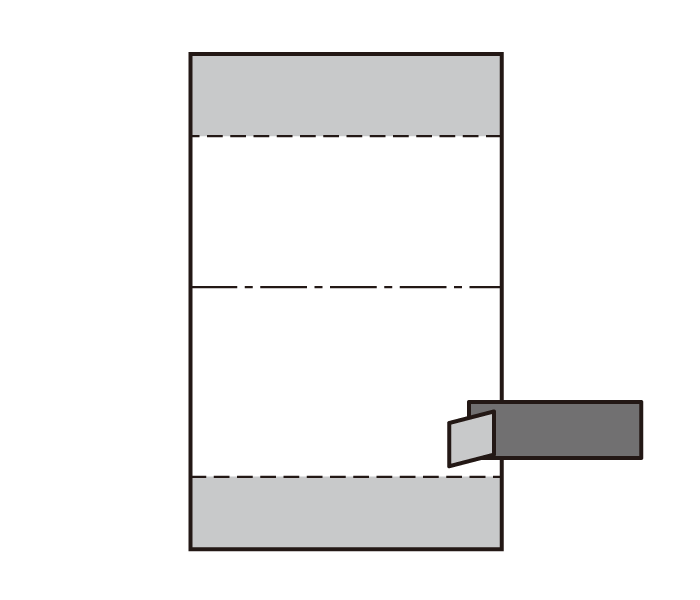
| 机械零件的内径精加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B5K | 12 个/刃 |
|
| 其他公司CBN | 6 个/刃 |
|
- 内径局部有断续加工。通过调整切削参数,达到了2倍的寿命。
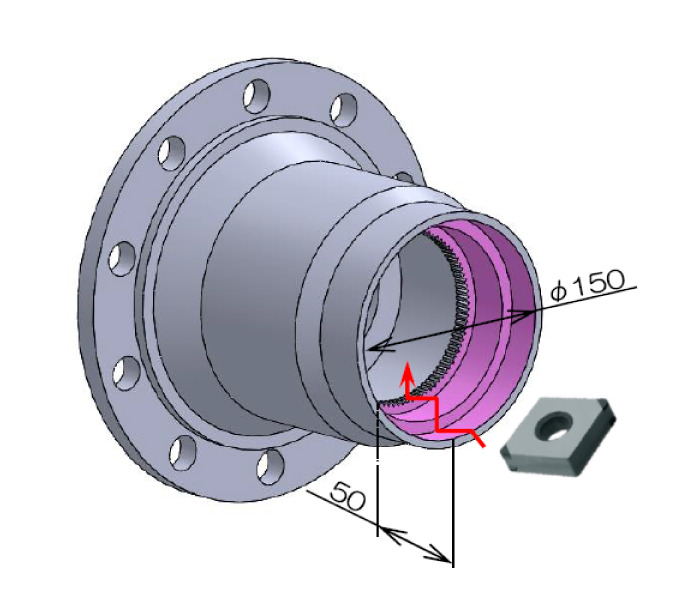
| 前轴头 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B52 | 50 个/刃 |
|
| 其他公司CBN | 20 个/刃 |
|
- B52在连续~断续加工中,均未发生缺损,发挥了稳定的切削性能。
和其他公司相比,实现了2.5倍的加工寿命。
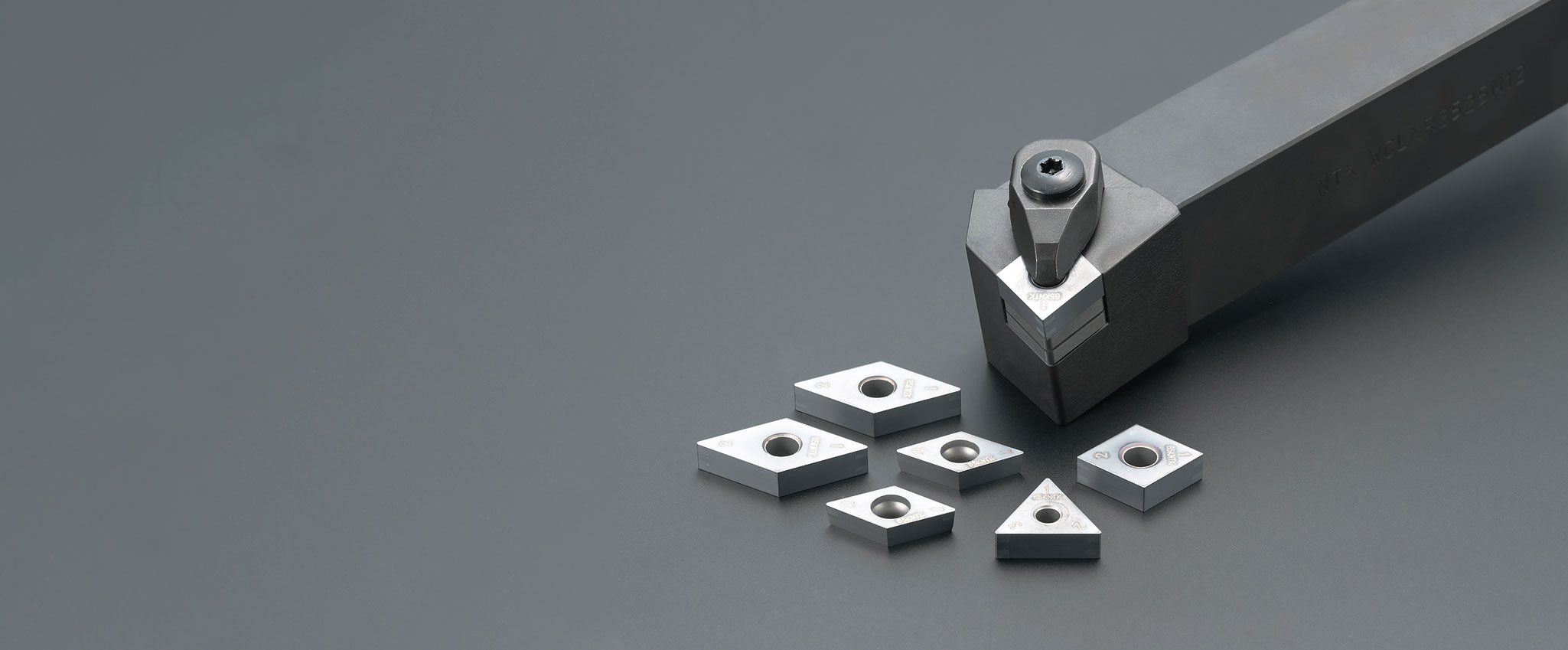
产品阵容
请利用产品目录,查阅产品阵容