
Mogul BarFür Innenausdreh-Bearbeitungen| Präzisions CNC-Drehmaschinen
Löst Probleme, die beim Innenausdrehen auftreten können
Hochstabile Bohrstangen und Wendeschneidplatten, deren spezielles Design die Späne vom Teil wegleiten
Einzigartiges Bohrstangendesign verbessert die Stabilität in der Kombination mit unseren Spanbrechern, die die Richtung der Spanabfuhr während des Spindelvorgangs steuern
Produktvideo
Eigenschaften
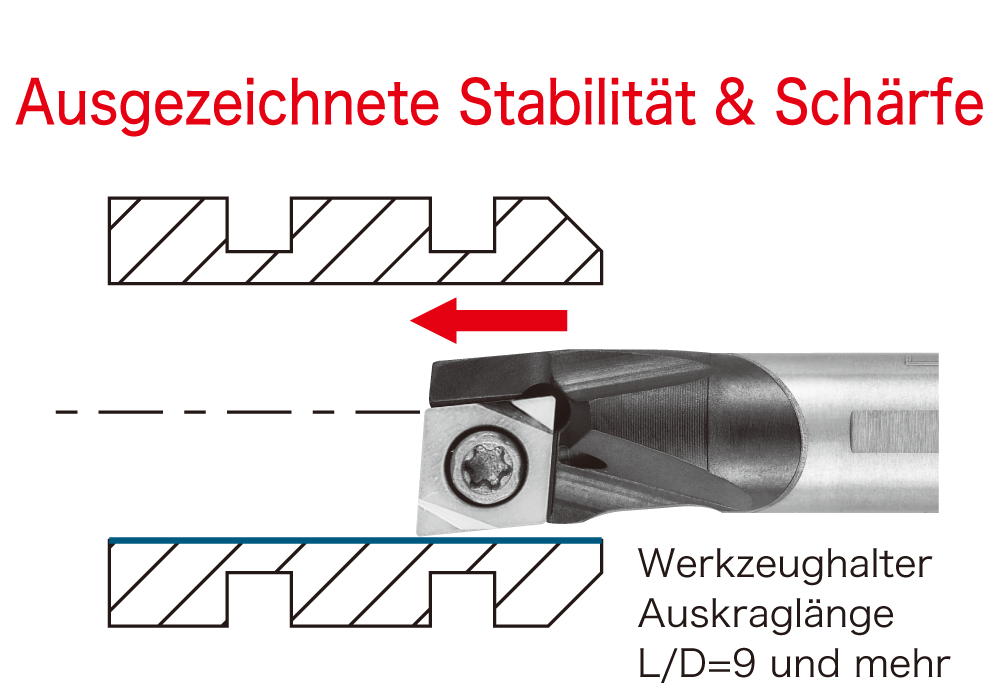
- Die Mogul Bar wurde entwickelt, um höchstmögliche Stabilität zu gewährleisten und Vibrationen während der Bearbeitung zu eliminieren
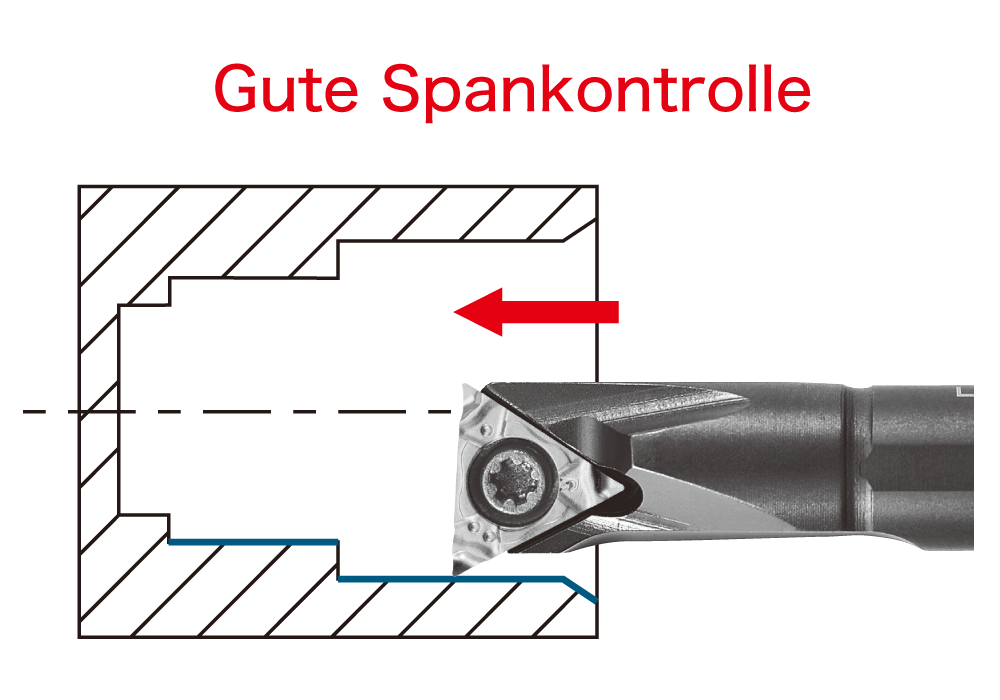
- F1, F05, FG Spanbrecher sind speziel für das Innenausdrehen von Sacklochbohrungen entwickelt worden, um die Späne nach hinten über den Halter aus der Bohrung zu leiten. Das verhindert die Bildung von Spänenestern in der Bohrung
- Kühlmittelzufuhr durch Bohrstangen zur Unterstützung der Spanabfuhr
Werkzeuganwendung
Präzisions CNC-Drehmaschinen Innenausdreh-Bearbeitung
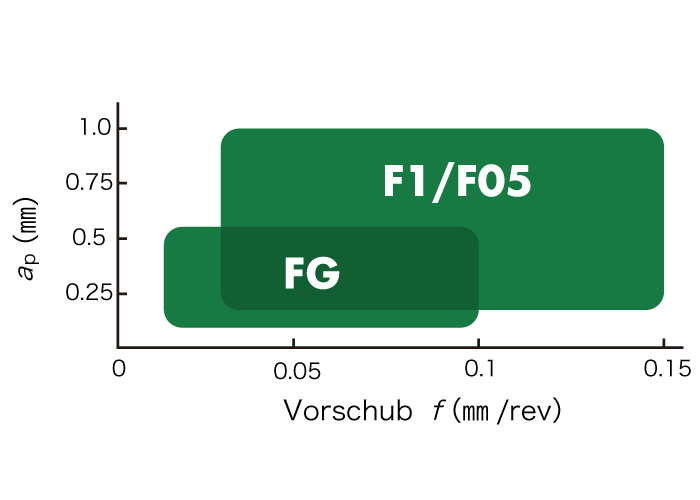
Spanbrecherbereich
Schnittbedingungen
In der Tabelle blättern →
| Beschichtete Sorte | Material | Operationstyp | Overhang amount | Schnittgeschwindigkeit (m/min) | Vorschub (mm/rev) | Schnitttiefe (mm) |
|---|---|---|---|---|---|---|
| ST4 | Rostfreier | Innenausdrehen Rückzugsdrehen in der Innenbohrung |
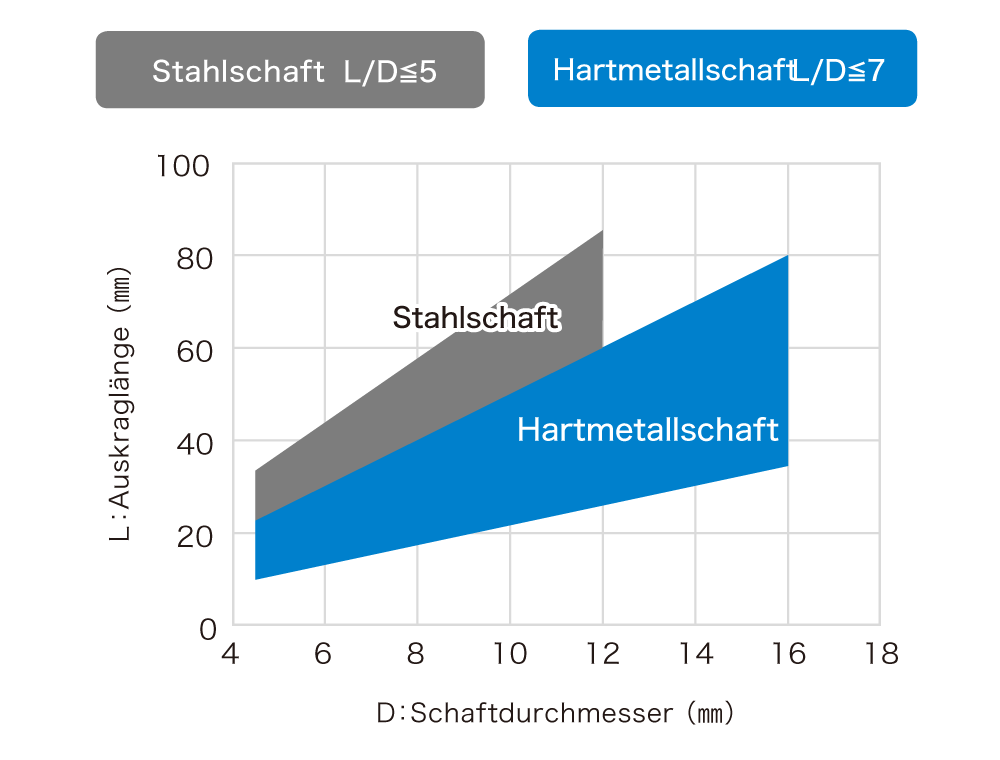
Stahlschaft ~5D Hartmetallschaft ~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | Legierter Stahl / Kohlenstoffstahl / gehärtetes Material | 50 - 150 | ||||
| DM4/DT4 | Schwer zerspanbare Materialien / Titanlegierungen | 30 - 70 | ||||
| TM4/ZM3 | Nichteisenmetall / Aluminium / Kunststoff | 50 - 200 |
Werkzeughalterüberstand
- [ Schnittbedingungen ]
- Material : Legierter Stahl・Edelstahl vc = 80m/min f=0.05-0.1mm/rev ap=0.1-0.5mm NASS
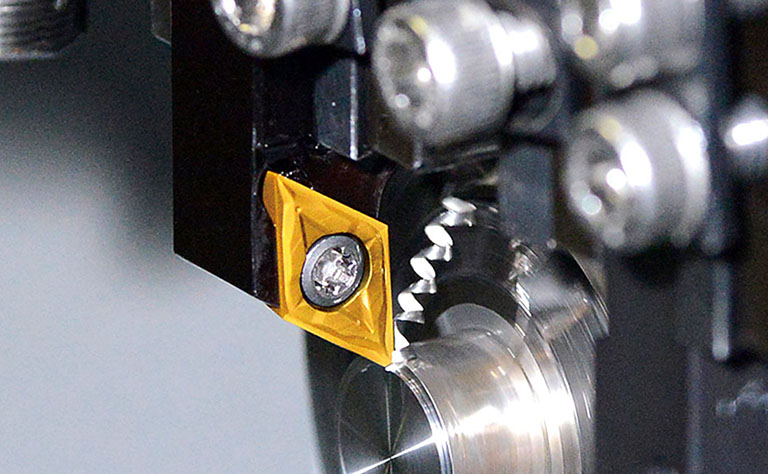
Späne nach hinten abgeleitet
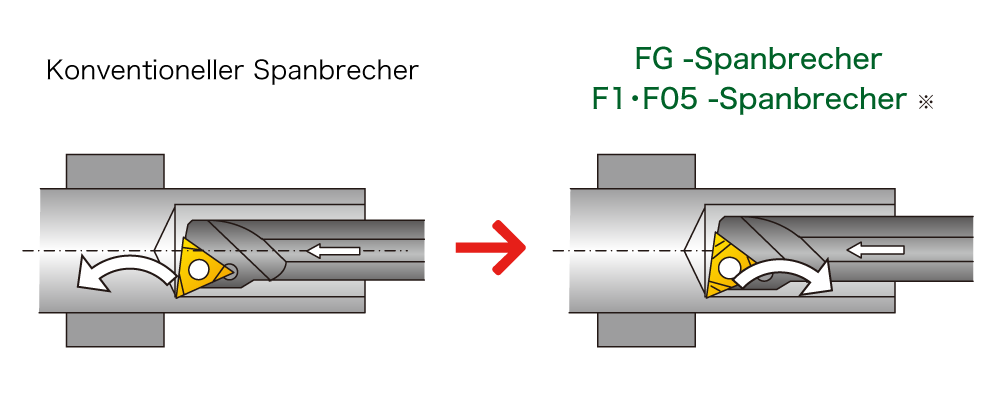
Spanbrecher vom Typ "F" leiten die Späne nach hinten
und aus der Bohrung heraus
* Verwenden Sie eine rechte Wendeschneidplatte mit einer rechten Bohrstange
Eigenschaften der Spanbrecher FG / F05 / F1
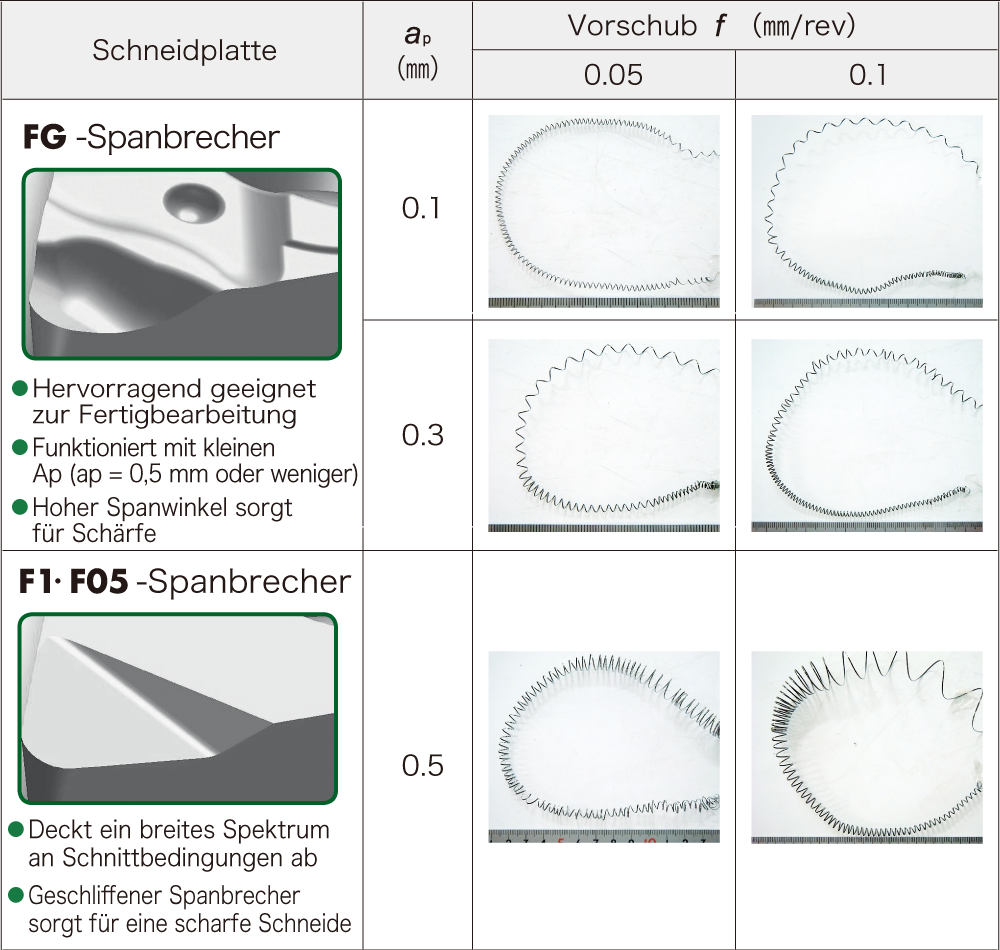
- [ Schnittbedingungen ]
- Material : SCM415 Teiledurchmesser φ12 Bearbeitungstiefe 20mm vc = 80m/min WET(Externes Kühlmittel)
- [ Eingesetzte Werkzeuge ]
- Halter : Stahlschaft S10KSTUPR11D12-OH Schneidplatte : TPGH110304 Typ
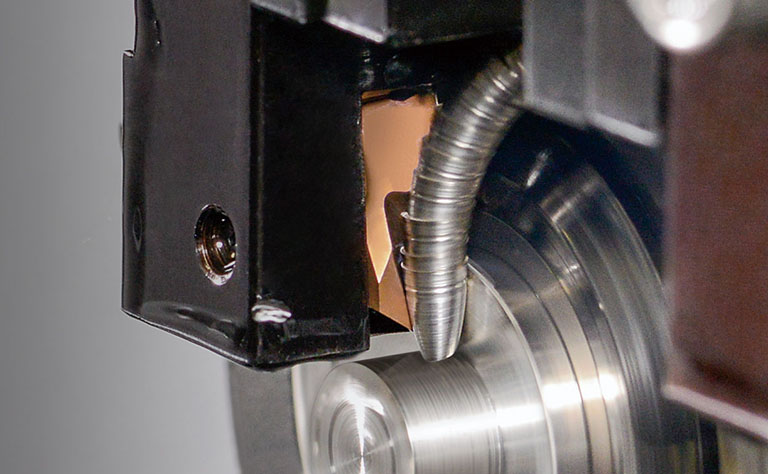
Spankontrolle
In der Tabelle blättern →
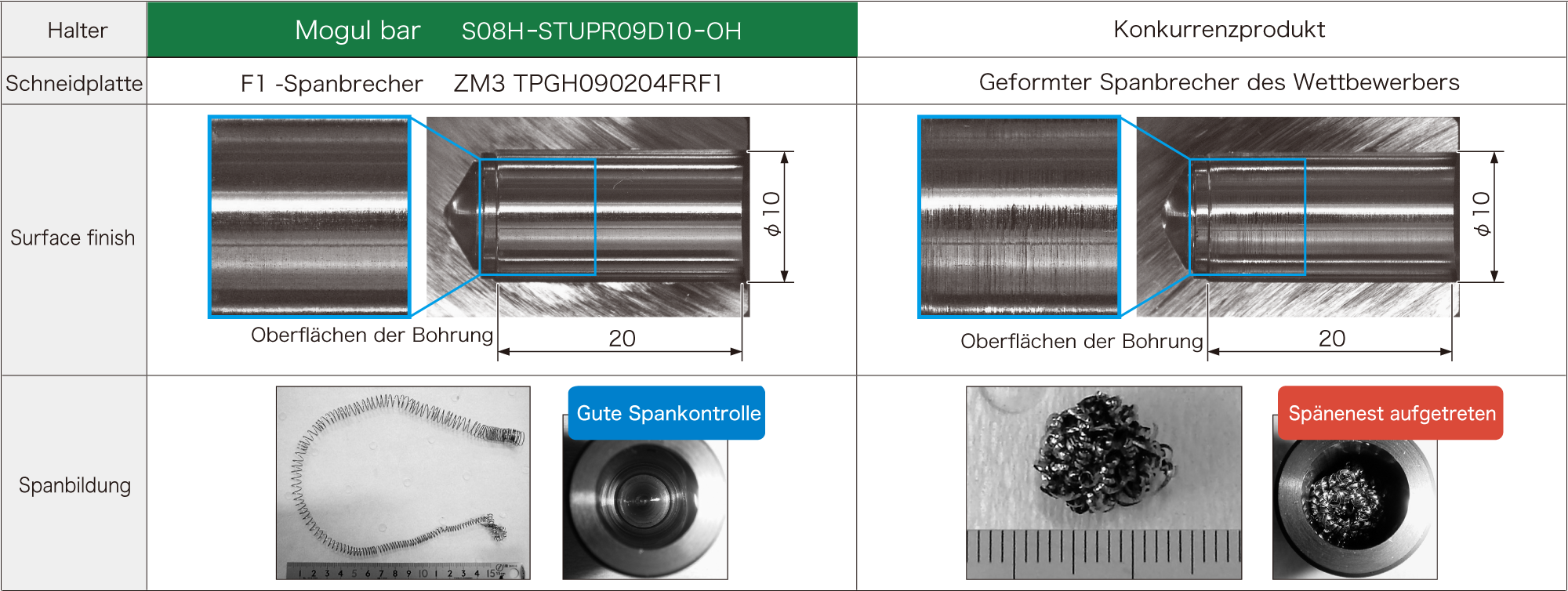
- [ Schnittbedingungen ]
- Material : SCM435 vc = 80m/min f = 0.05㎜/rev ap = 0.25㎜ Teiledurchmesser : φ10 Externes Kühlmittel Werkzeugauskragung : L/D = 4 Bearbeitungstiefe : 20㎜
- [ Eingesetzte Werkzeuge ]
- Halter : S08H-STUPR09D10 - OH-Typ (Mindestbohrungsdurchmesser 10 mm) Schaftgröße: φ8 Schneidplatte : TPGH090204 Typ
Anwendungsbeispiel
| Ventilteile | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul Bar +TM4 FG-Spanbrecher |
1,500 stück |
| Konkurrenzprodukt | 700 stück |
Die Werzeugstandzeit des Mitbewerbers war aufgrund der Spänenester in der Bohrung nicht stabil. Die NTK Mogul Bar und Wendeschneidplatte mit FG-Spanbrecher leiteten den Span aus der Bohrung ab, was zu einer 2,1-fachen Erhöhung der Werkzeugstandzeit führte.
| Hülse | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul Bar +TM4 F1-Spanbrecher |
900 pcs |
| Konventionelles Werkzeug | 500 stück |
Die Bohrstange des Wettbewerbers erzeugte starke Vibrationen.
Die NTK Mogul Bar veringerte die Vibrationsprobleme und die Wendeschneidplatte mit F1-Spanbrecher erzielte eine 1,8-mal höhere Standzeit.
Werkzeug Übersicht
Übersicht der Produkte
Andere empfohlene Produkte
-

CTP/CTPA-CX-SpanbrecherFor cut-off operations with max. diameter up to 16mm| Präzisions CNC-Drehmaschinen
Rollt die Späne ein, um ein Verheddern der Späne am Werkstück zu verhindern
-

SPLASH SerieKühlmittelzufuhr durch den Werkzeughalter | Präzisions CNC-Drehmaschinen
Große Auswahl an Halterformen und Haltergrössen
-
YL-SpanbrecherFür Plandrehanwendungen | Präzisions CNC-Drehmaschinen
Erste Empfehlung für das Plandrehen
-
The Front MaxFür Plandrehanwendungen | Präzisions CNC-Drehmaschinen
Im Einzelschnitt ist eine Bearbeitung mit bis zu 5,0 mm Schnitttiefe möglich
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab