
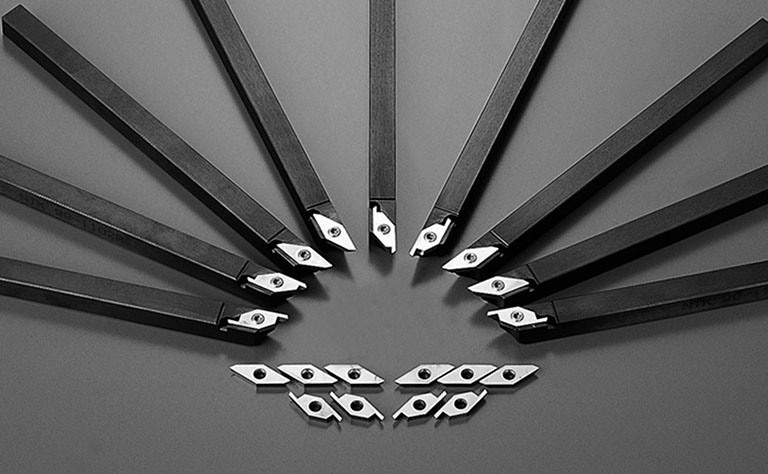
SHAPER DUO For socket hole machining| Swiss CNC lathes
Highly productive socket hole machining
Hexagon, square, and hexalobular sockets machined without special equipment and at significant cost savings
Utilize the tool stations on the backside of the Swiss lathe
New Line up !
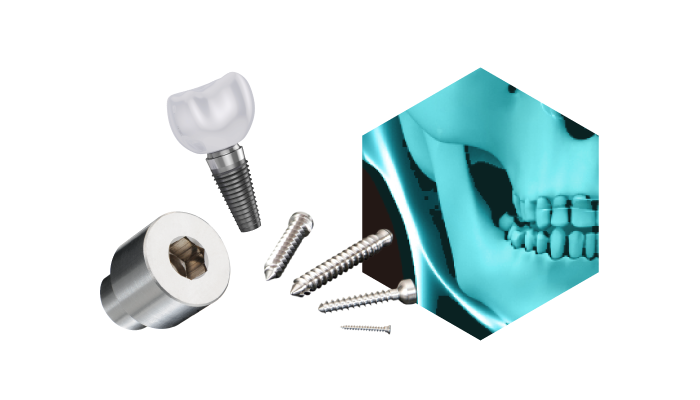
For medical parts (Abutment screws) Hexagon socket : AF 1.0mm - 1.4mm
Work Materials
Titanium / Stainless steel / PEEK / TEFLON
Product video

Features
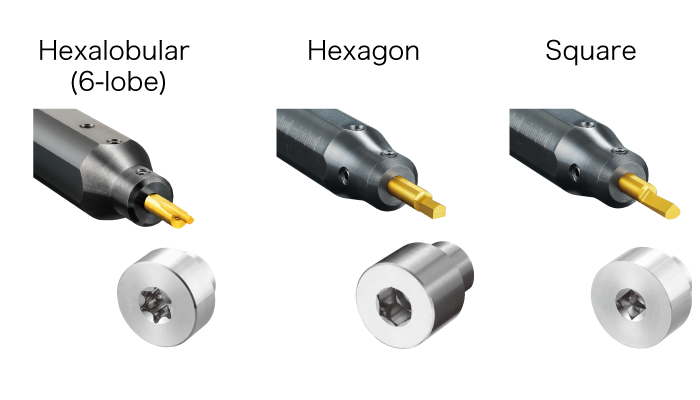
- Large insert selection to machine a range of socket sizes in Hexagon, Square, and Hexalobular (6-lobe) shapes
- Low cutting forces make this tooling ideal for machining small diameter workpieces
- Each insert size is spec'd to machine a range of socket hole sizes
Tooling application
Swiss CNC lathe socket feature machining
Socket hole type
Hexagon & Square socket process comparison
Scroll the table →
| Tool pressure | Cycle time | Flexibility | Tool cost |
||
|---|---|---|---|---|---|
Shaper Duo |
◎ | △ * Can be off-set by overlapping operation |
○ | ◎ | Less tool pressure, especially good for small diameter parts. One insert can machine a range of socket sizes |
| Broach | △ | ○ | ╳ | △ | You need a tool for each socket size |
Hexalobular (6-lobe) socket process comparison
Scroll the table →
| Tool pressure | Cycle Time | Tool Cost | High speed spindle |
Program |
||
|---|---|---|---|---|---|---|
Shaper Duo |
◎ | ◎ | ◎ | Not necessary | Simple | No need for a high speed spindle Short cycle time |
| Milling | ○ | ╳ | △ | Necessary | Complicated | Requires high speed spindle Time consuming process |
Shaper Duo process chart (Hex example)
Scroll the table →
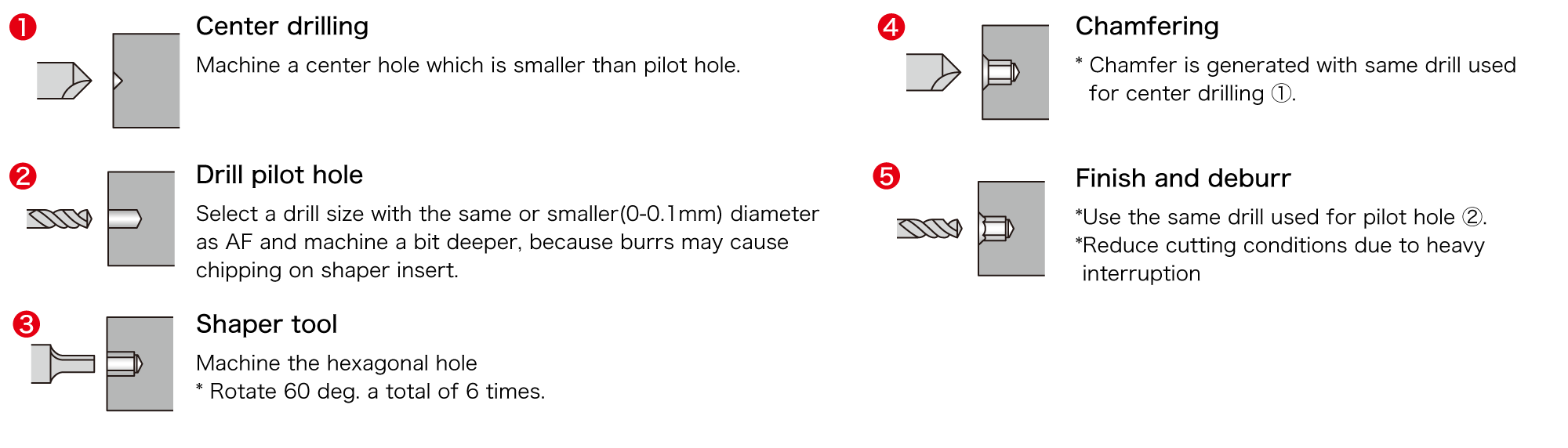
[ Recommended cutting contitions ] Feed 1000 to 4000 mm/min DOC: Roughing 0.025mm and Finishing 0.005mm(1 to 2 times)
Shaper Duo Set-up Instructions (hexagon example)
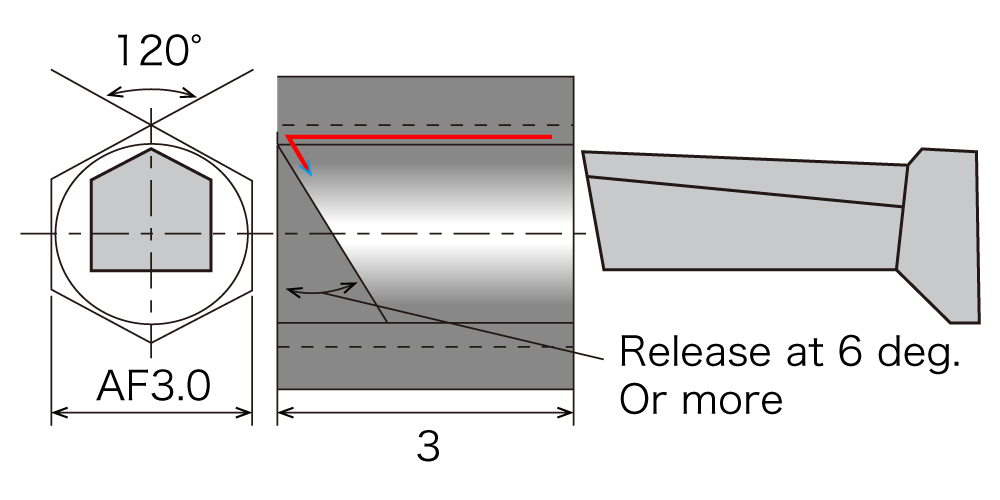
① Insert Installation
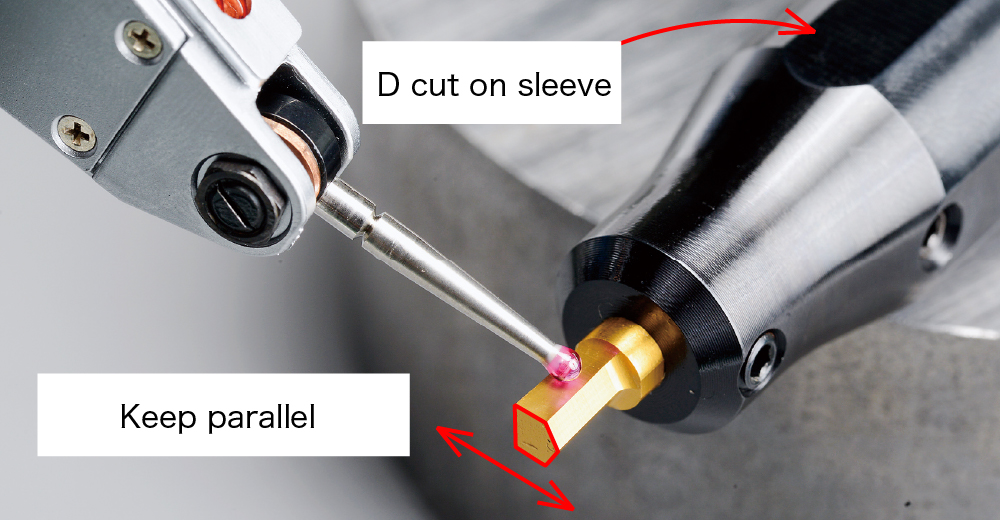
- Confirm that D-cut surface of sleeve holder is parallel to the side of the insert bar. Minimize the overhang of the insert
② Make sure the sleeve is set parallel
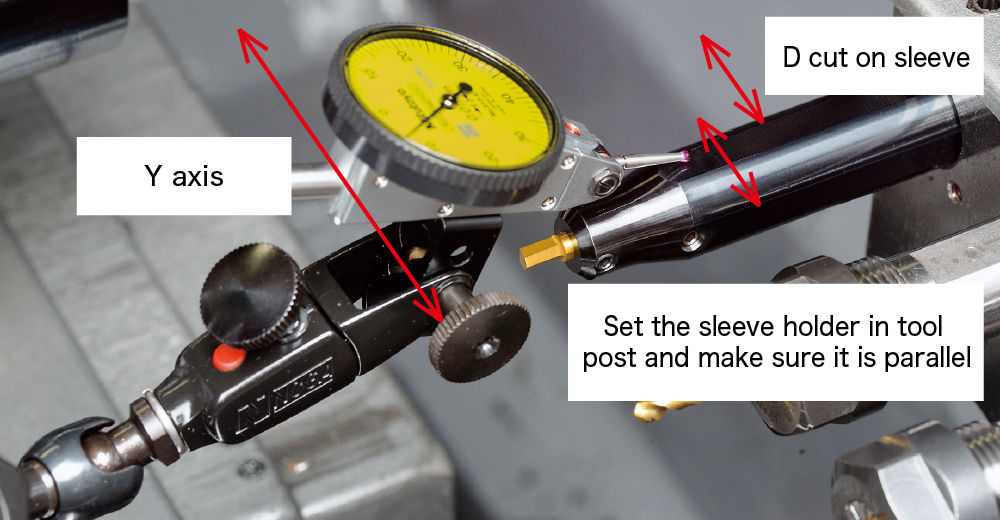
- Set the sleeve into the tool post and make sure the sleeve is set parallel.
- Minimize sleeve overhang.
③ Confirmation of height
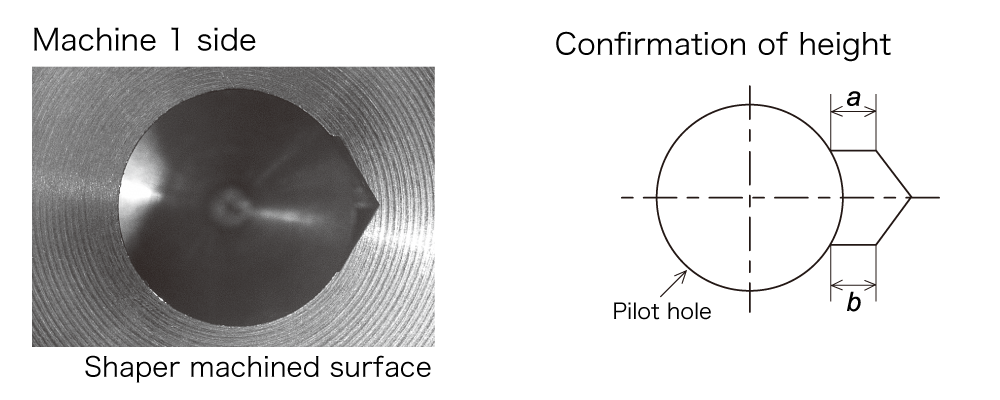
- Machine one feature larger than the pilot hole without chamfering
*If the insert chips with large depth of cut, then increase the number of machining passes with smaller depths of cut.
(Recommend: 0.025mm x 5 passes) No chamfering is required. - Measure the legth of both [a] and [b] with a comparator or magnifier.
- Adjust centerline height by rotating the sleeve until you get the same length for [a] and [b]. (the difference should be less than 0.02mm)
* If a step is still seen even after increased passes, please restart the setup process.
Make sure both the insert and the holder are set up correctly.
④ Visual of step by step machining of hexagon socket
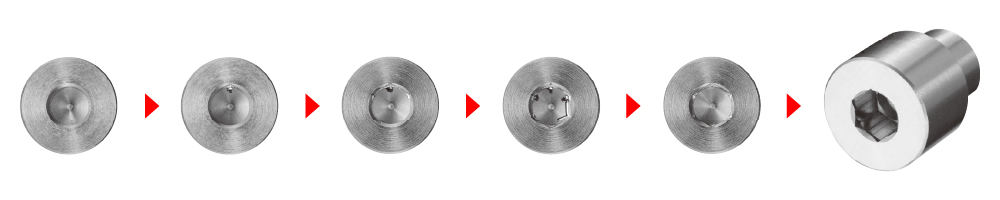
- Hexalobular (6-lobe) machining Basically same as hexagon machining
Case study
| Hexagon hole machining | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| TM4 SSP030N1940H | 10,000 pcs / corner |
| Competitor's carbide inserts | |
Competitor's product dulled very quickly resulting in short tool life.
NTK's hexagon shaper insert achieved longer tool life by maintaining insert edge sharpness and shape.
Improved cycle time and excellent surface finishes.
Shaper programming code examples
View shaper programming code samples
Or, check the product catalog for the programming code samples
Tool lineup
Please check product catalog for tooling lineup
Other recommended products
-

Thread WhirlingFor thread forming| Swiss CNC lathes
Highly efficient single pass machining of multi-lead threads
-

ZM3Versatile grade with excellent adhesion resistance | Carbide grade for Swiss CNC lathes
Best selling grade for Swiss -type lathes
-

CTP/CTPA-CX chipbreakerFor cut-off operations with max. diameter up to 16mm| Swiss CNC lathes
Tightly curls chips to prevent tangling
-
CSV seriesDesigned to machine extremely small diameter workpieces | Swiss CNC lathes & CAM style machines
Ideal for small parts manufacturing
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab