 ダクタイル鋳鉄 連続仕上げ加工| ノンコート/コーテッドCBN
ダクタイル鋳鉄 連続仕上げ加工| ノンコート/コーテッドCBN
ダクタイル鋳鉄 高速仕上げ加工の第一推奨CBN
Vc=~500m/minでの高速仕上げ加工
セラミックを大幅にしのぐ高能率加工を実現
性能
- ダクタイル鋳鉄の仕上げ加工に特化
- 特殊TiCバインダとCBN含有量を最適化することで、優れた耐摩耗性能を発揮
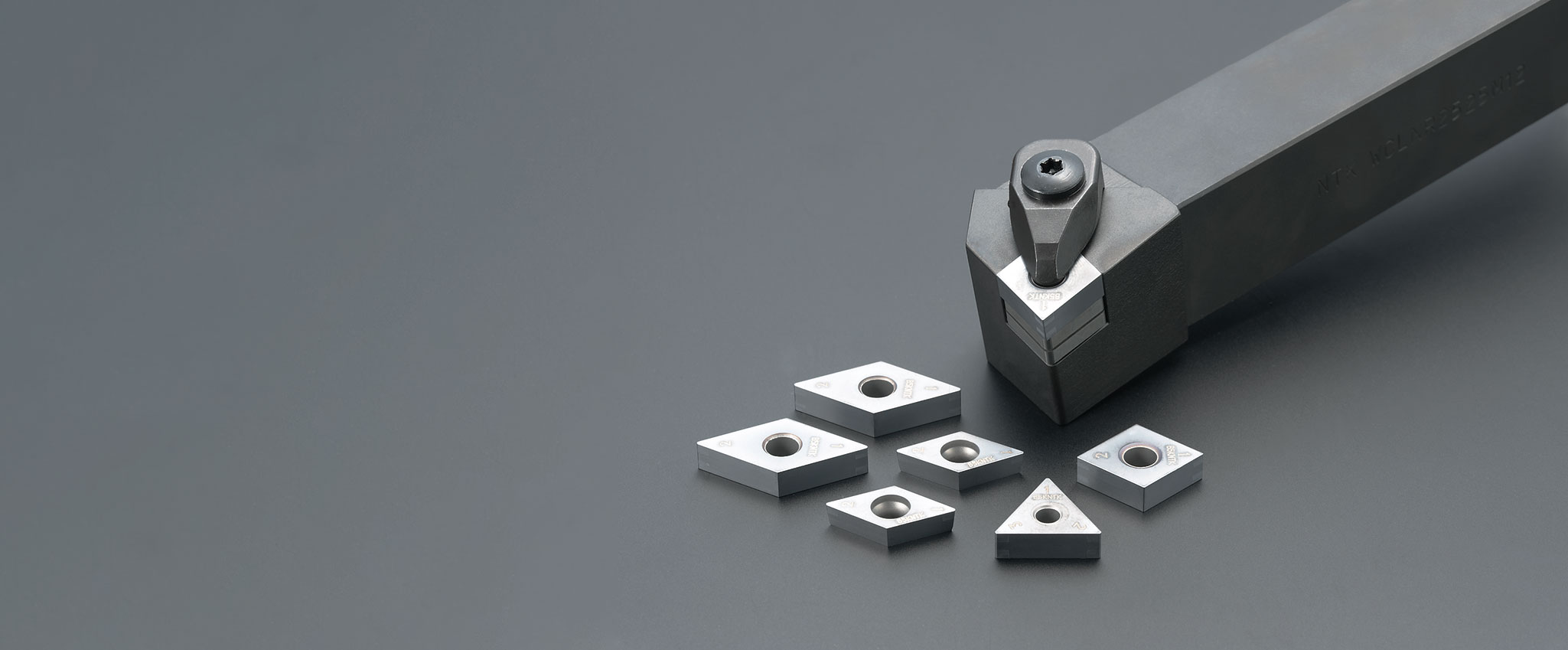
適用アプリケーション
ダクタイル鋳鉄
旋削仕上げ加工
材質別特性
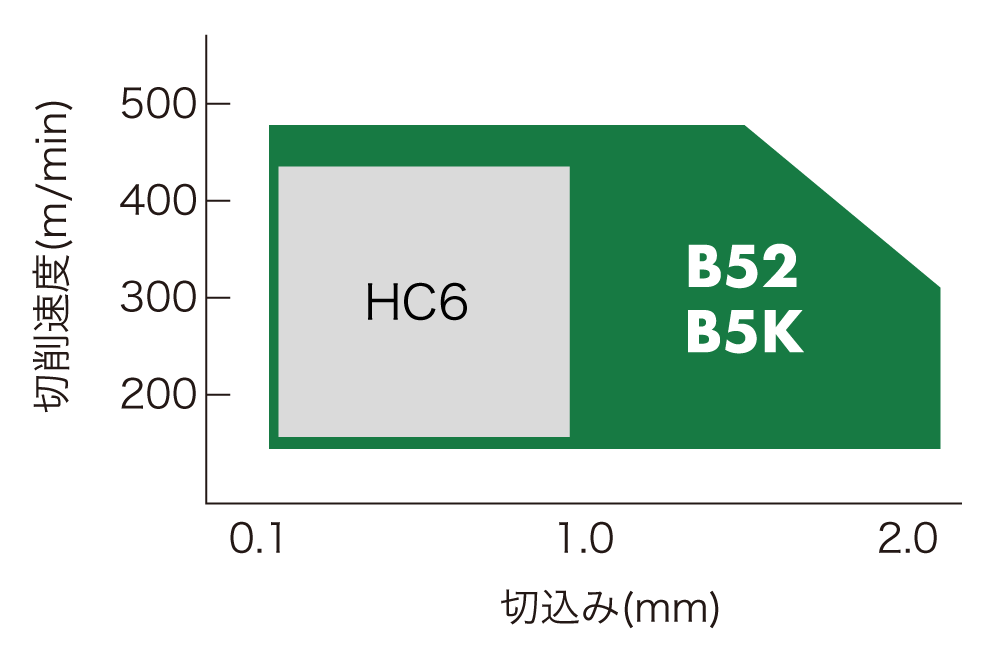
加工条件
表を横にスクロール →
| 材質 | 被削材 | 加工方法 | 工程 | 切削速度(m/min) | 送り(mm/rev) | 切込み(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| B5K/B52 | ダクタイル鋳鉄 | 旋削 | 仕上げ加工 | 100 - 500 | 0.1 - 0.4 | -2.0 | WET |
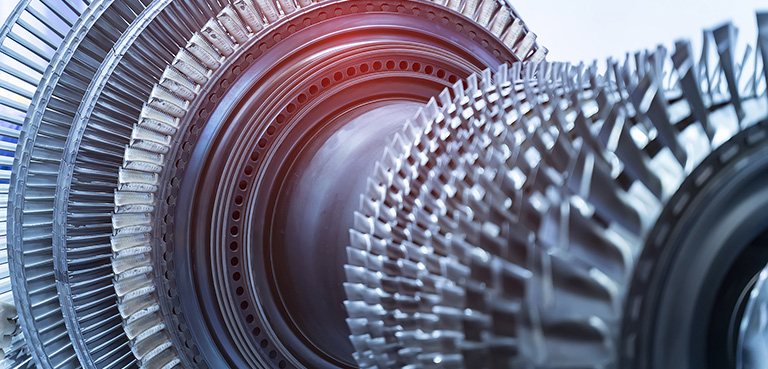
加工事例
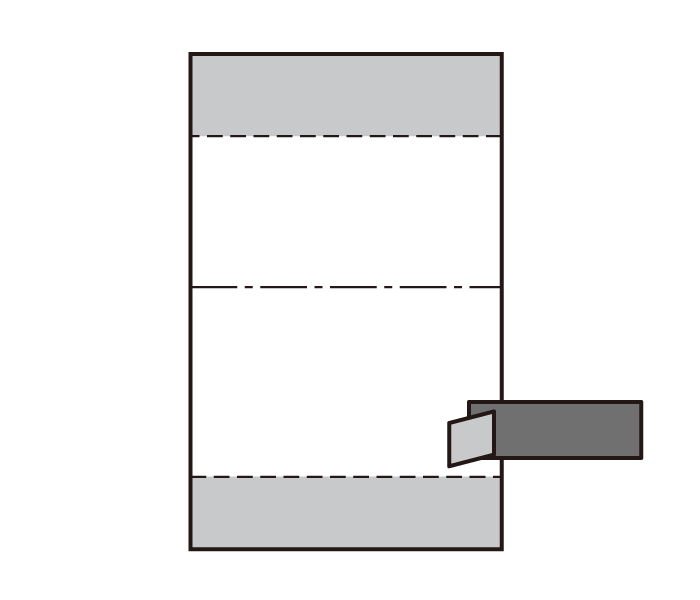
| 機械部品の内径仕上げ加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B5K | 12個/コーナ |
|
| 他社CBN | 6個/コーナ |
|
- 内径一部断続箇所あり。条件を見直し、2倍寿命を達成。
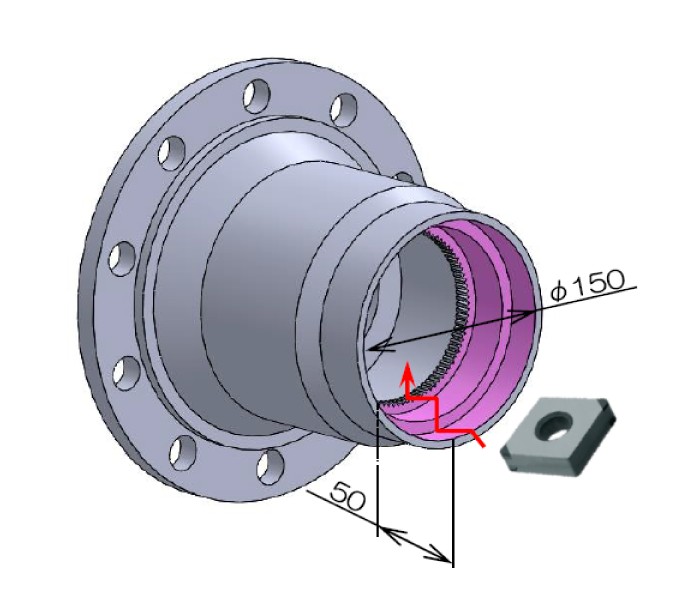
| フロントハブ加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B52 | 50個/コーナ |
|
| 他社CBN | 20個/コーナ |
|
- B52はの連続~断続加工において欠損することなく安定した性能を発揮。
他社品に対して2.5倍の寿命延長を実現した。
ラインナップ
ラインナップは製品カタログにてご確認ください