| 被削材分類 | 被削材 | 材質 | 切削速度vc (m/min) (SFM) |
溝幅 (mm) (inch) |
溝加工送り (mm/rev) (IPR) |
横挽加工送り (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
非鉄金属 アルミニウム 溝入れ加工 |
PD1 | 100 – 300 330 – 1000 | 2.0 – 2.5 .080 – .100 | 0.05 – 0.15 .002 – .006 | 0.03 – 0.10 .001 – .004 |
| KM1 | 50 – 200 160 – 660 | |||||
| 非鉄金属 アルミニウム 横挽き加工 |
PD1 | 100 – 300 330 – 1000 | 2.0 – 2.5 .080 – .100 | 0.05 – 0.15 .002 – .006 | 0.03 – 0.10 .001 – .004 | |
| KM1 | 50 – 200 160 – 660 |
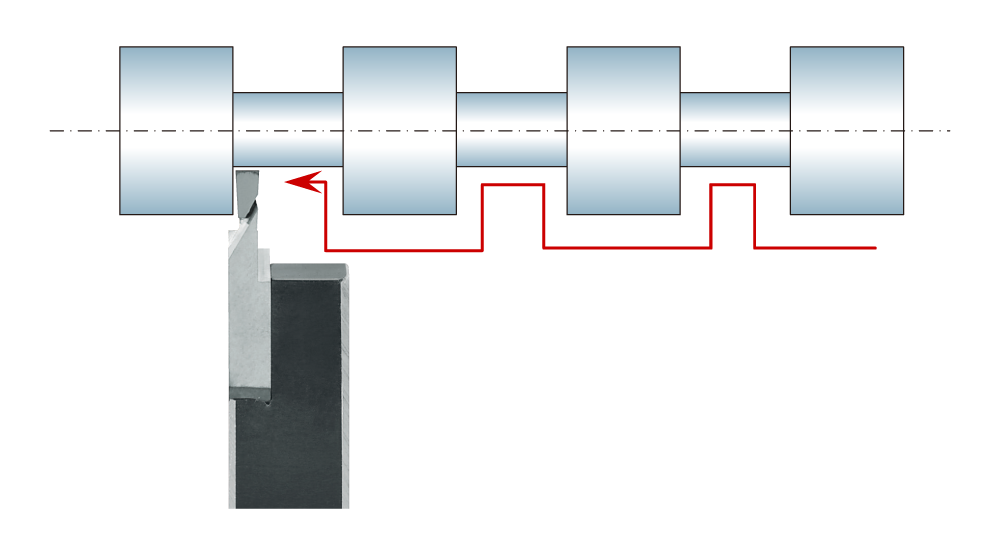
| スプール加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| KM1 |
300個
|
| 他社PVDコーテッド超硬 |
200個
|
| スプール加工 | |
|---|---|
|
 |
|
|
|
|
|
|
| PD1 |
10,000個
|
| 他社超硬ロー付バイト | 1,000個 |