
| 被削材分類 | 被削材 | 材質 | 切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
||
|---|---|---|---|---|---|---|---|
| TBP-BM | TBPA-BM | X方向 | Z方向 | ||||
 |
炭素鋼 合金鋼 |
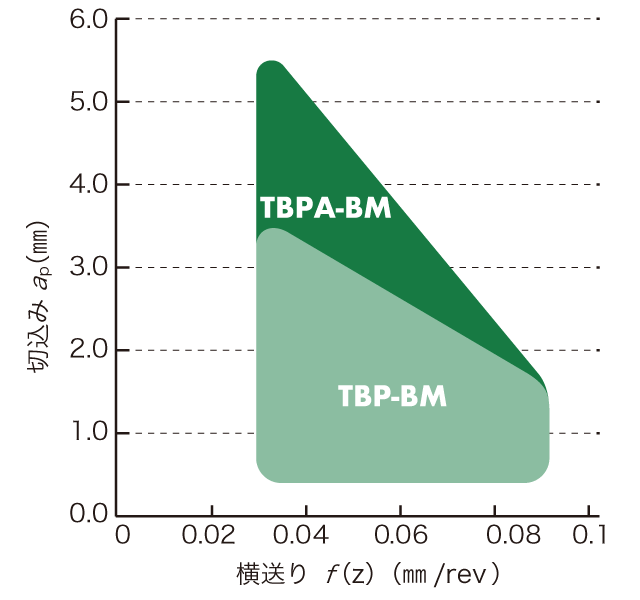
DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
ステンレス | ST4 | 50 – 120 160 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.04 .0012 – .0016 |
| 難削材 | DM4 | 30 – 120 100 – 400 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 | |||
 |
チタン合金 耐熱合金 |
DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
高硬度材 | DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
非鉄金属 アルミニウム プラスチック 汎用 |
TM4 | 50 – 180 160 – 600 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
| スタッド加工 | |
|---|---|
|
 |
|
|
|
|
|
|
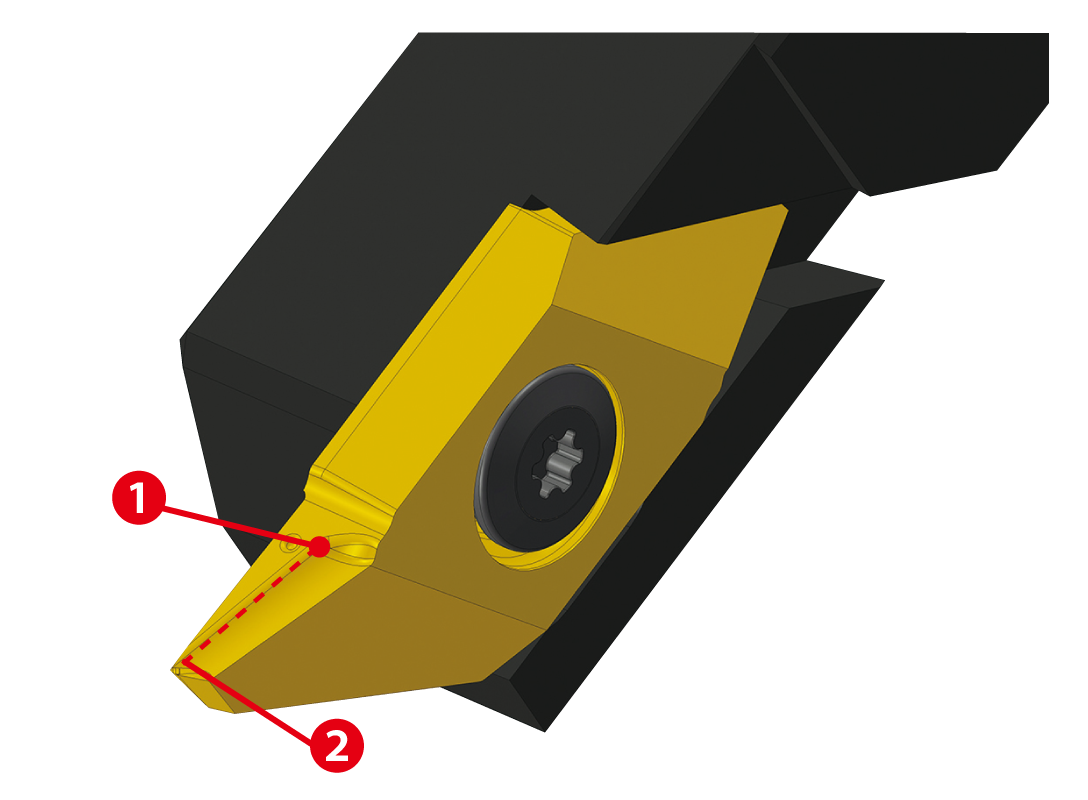
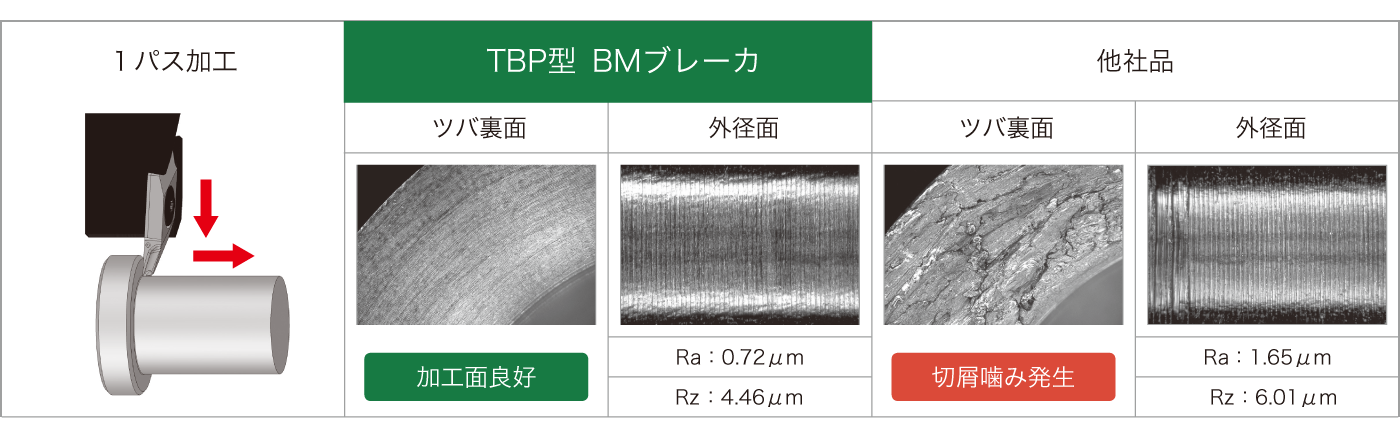
| TBP-BM | ①1パス加工 ※溝入れ・粗/仕上げ加工不要 |
| 他社 | ①粗 :溝入れ加工 ②仕上げ:後挽き加工 |