

| 被削材分類 | 被削材 | 切削油 | 材質 | 切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
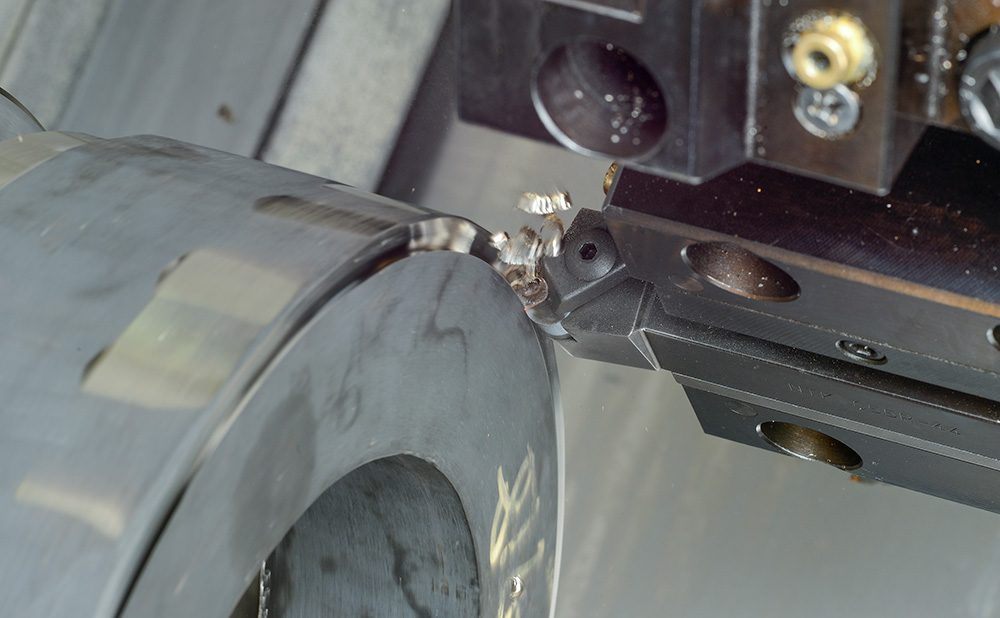
耐熱合金 黒皮除去 粗加工 |
WET | SX9 | 180 – 240 600 – 800 | 1.0 – 5.0 .040 – .200 | 0.2 – 0.35 .008 – .014 |
| 耐熱合金 粗加工(白皮) |
WET | 180 – 270 600 – 900 | 1.0 – 2.5 .040 – .100 | 0.15 – 0.3 .006 – .012 | ||
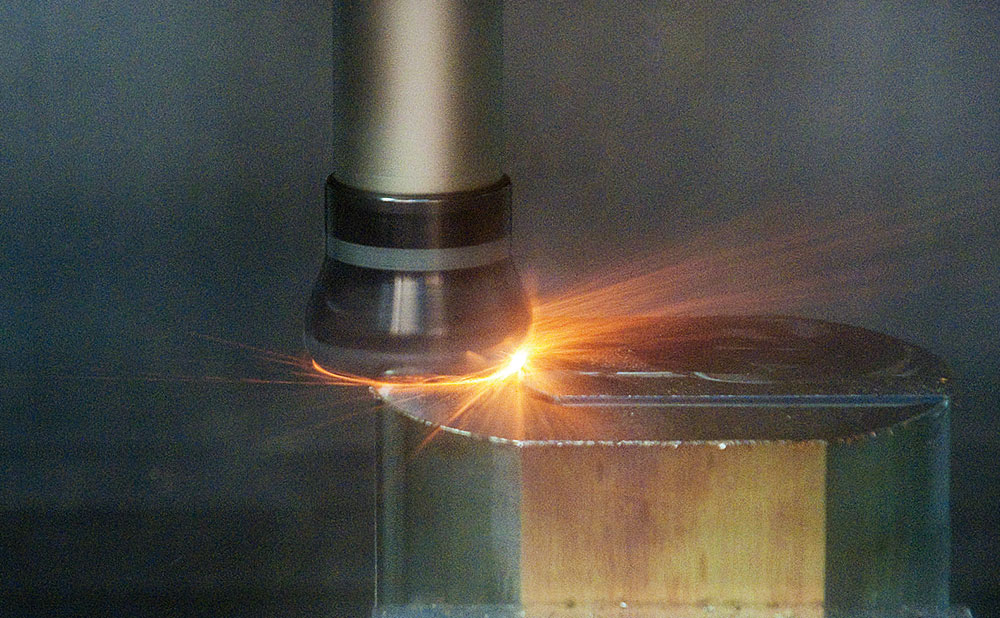
| 耐熱合金 ミーリング粗加工 |
DRY | 450 – 1000 1500 – 3300 | 1.0 – 2.5 .040 – .100 | 0.1 – 0.15 .004 – .006 | ||
| 300 – 1000 1000 – 3300 | 1.2 – 6.0 .050 – .240 | 0.02 – 0.03 .0008 – .0012 |
| 航空機部品(スケール加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX9 |
2個/コーナ
|
| 他社ウィスカ工具 |
1個/コーナ
|
| リング(スケール加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX9 |
10パス
|
| 他社ウィスカ工具 |
5パス
|