| ISO | Material | Coolant | Grade | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
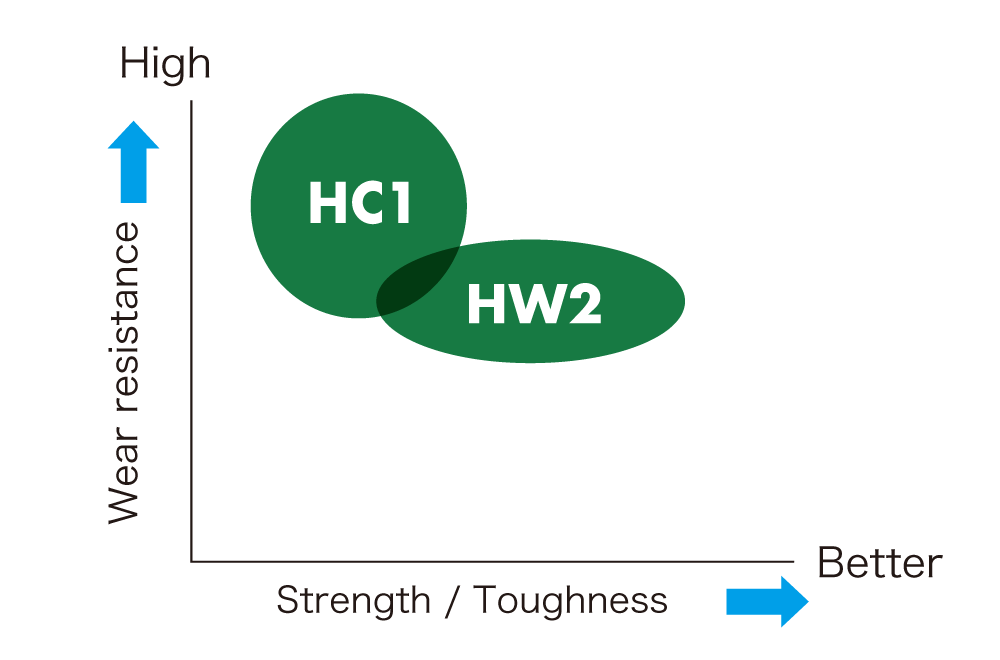
 | Cast Iron Finish Turning | DRY | HC1 | 400 – 700 1300 – 2300 | 0.5 – 2.0 .020 – .080 | 0.1 – 0.4 .004 – .016 |
| HW2 |
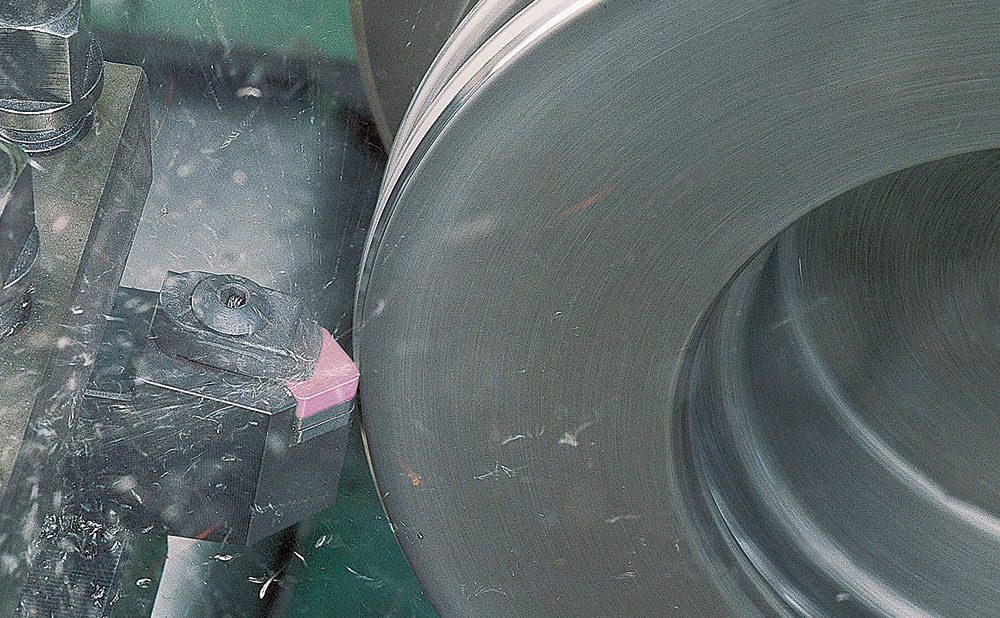
| Disk brake | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC1 |
130 pcs / corner
|
|
| Competitor’s black ceramic |
60 pcs / corner
|
|
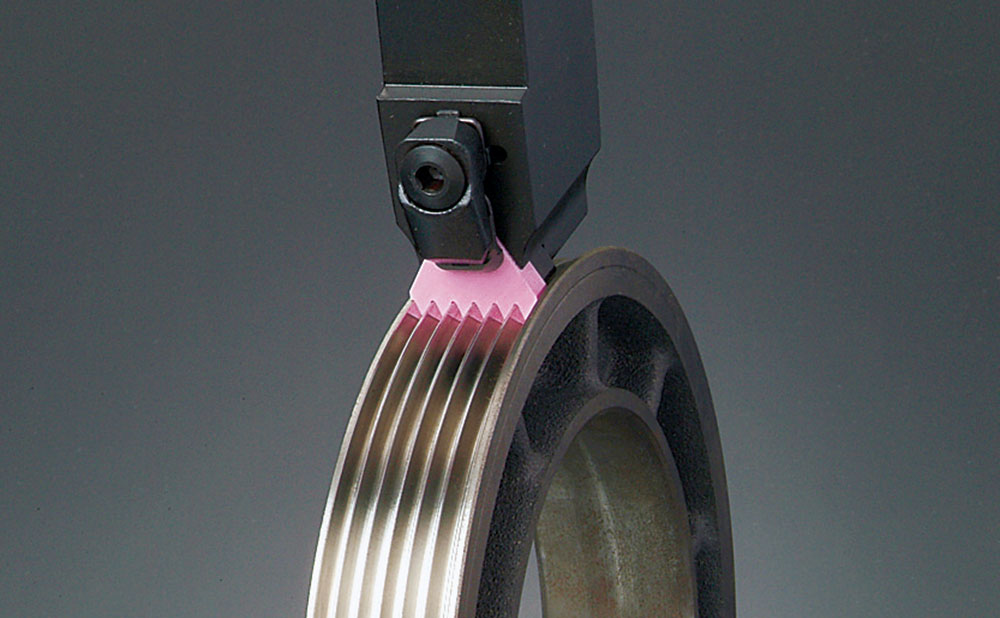
| Cylinder liner | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HW2 |
70 pcs / corner
|
|
| Competitor’s ceramic |
30 pcs / corner
|
|