早速ですが下の図が何を表しているか分かりますか? この図は「真円度」が出ていないワークの測定結果を表しています。
この図は「真円度」が出ていないワークの測定結果を表しています。
「高精度」が求められるCNC自動旋盤加工では真円度が重要ですよね。
今回は、スイス型CNC自動旋盤加工で「真円度」が出ないときに確認したい「2つ」のポイントをご紹介します。
「真円度」が出ないときの チェックポイント① 「ガイドブッシュ」
確認 1. ガイドブッシュの把握力
真円度に影響する1番の原因は、ガイドブッシュです。ガイドブッシュを確認することで、真円度トラブルを解決できる場合があります。
左図のいびつな形状は、ガイドブッシュの把握力が弱く、ワーク材料が振れている状態で加工した結果です。そのため真円度が崩れています。
対策 ガイドブッシュを適正な「把握力」に調整しましょう。
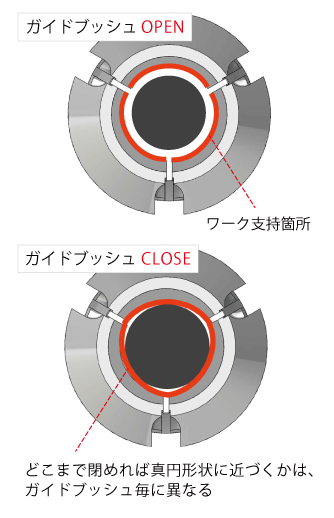
確認 2. ガイドブッシュの「バラツキ」
ガイドブッシュを閉めた際に、ワーク材料径を均等に支えれるかが重要になってきます。
しかし、ガイドブッシュの製造上、個体差(バラツキ)が有り、どこまで閉めれば真円形状に近づくかはガイドブッシュごとに異なります。
そのためガイドブッシュとワーク材料径の相性が悪いと「点接触」にてワーク材料を支えることになり、真円度に影響します。
対策 ガイドブッシュをより精度の良い(よりワークを均等に把握できる)ものに交換しましょう。
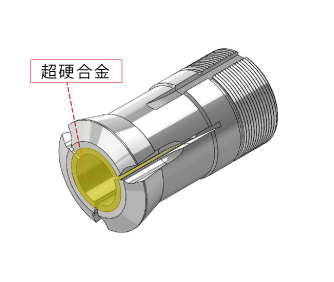
確認 3. ガイドブッシュの「性能低下」
ガイドブッシュを長く使用していると、ワーク支持部(超硬合金)が摩耗していきます。その結果、ワーク保持精度が不安定になり、真円度が出なくなることがあります。
対策 お使いのガイドブッシュを一度ご確認下さい。
「真円度」が出ないときの チェックポイント② 「切削工具」
真円度に影響する2つ目の要因は、「切削工具」です。ここでは、「切れ味」がキーポイントになります。
「前回のコラム」でご紹介したように、スイス型CNC自動旋盤加工では、小径ワークを高精度に加工する必要があるため、切れ味の良い切削工具が必要です。
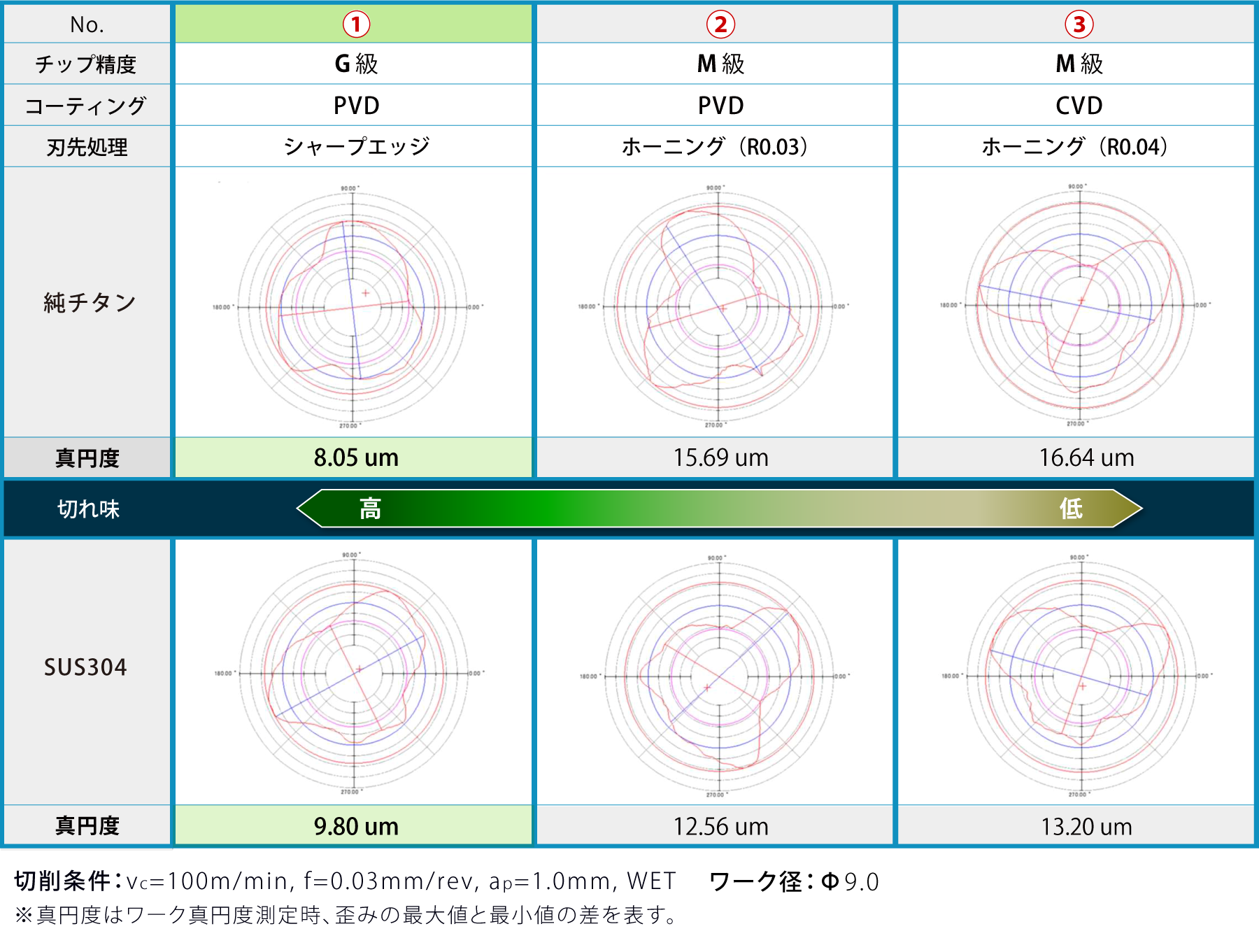
上図は、純チタンとSUS304を切れ味の異なる3つの切削工具にて加工し、真円度を測定したものです。
①は「G級精度※」「PVDコート」「シャープエッジ」であり、切れ味が一番優れる切削工具となります。
切れ味が良いと切削抵抗を低くでき、被削材がガイドブッシュに押し付けられるのを防ぐことができます。その結果、良好な真円度を得られる場合があります。
※G級精度インサート:外周を研磨してある工具
対策 真円度を出すには、切れ味が良い下記仕様の切削工具を使用しましょう。
切れ味を左右する要因

スイス型CNC自動旋盤加工で「真円度」が出ないときに確認する「2つ」のポイントお分かり頂けましたでしょうか。
NTKでは、スイス型CNC自動旋盤加工に特化した多数の切削工具をラインナップしています。製品詳細は下記よりご確認ください。
NTK CNC自動旋盤用工具製品はこちらから。
製品・加工に関するお役立ち情報をいち早くお知らせします。メールマガジン登録はこちら