用于铣削精加工 | 高硬度材料加工用晶须陶瓷
用于铣削精加工 | 高硬度材料加工用晶须陶瓷
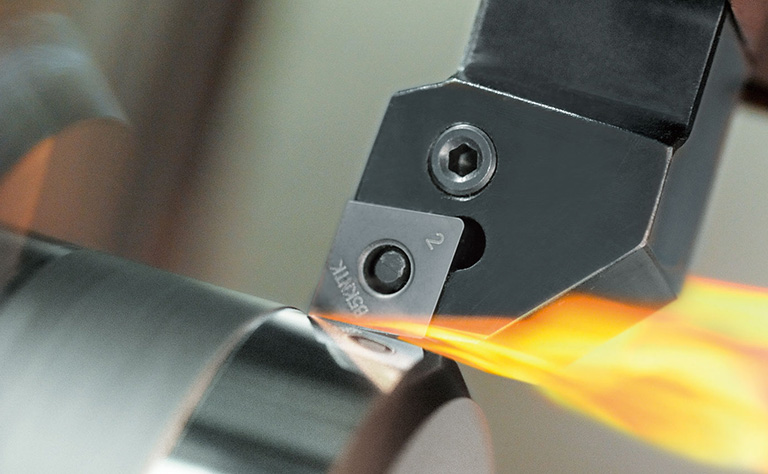
高效率、长寿命、高硬度加工用陶瓷
可对应HRC45-62高硬度材料铣削加工
实现加工成本削减,省略研磨工序
性能
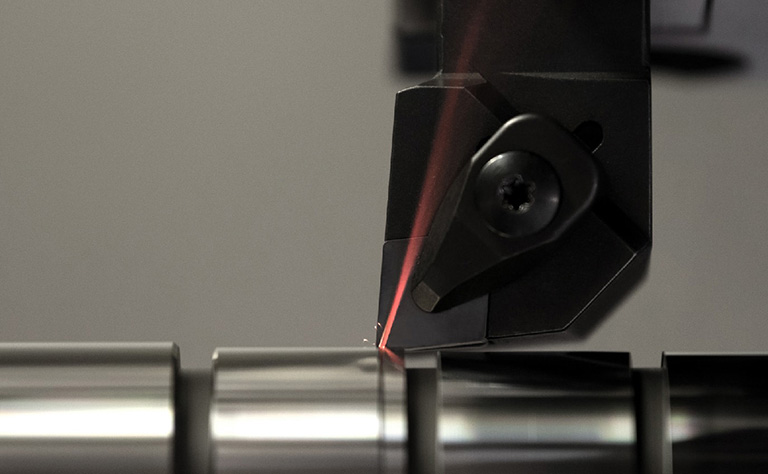
- 在氧化铝中添加耐热冲击性能优秀的SiC晶须,得以实现高速铣削加工
- 和硬质合金刀具相比,可以实现长寿命加工
适用场合
HRC45-62高硬度材料
工具钢、冷硬铸铁、司太立合金、模具钢、粉末冶金、焊缝等
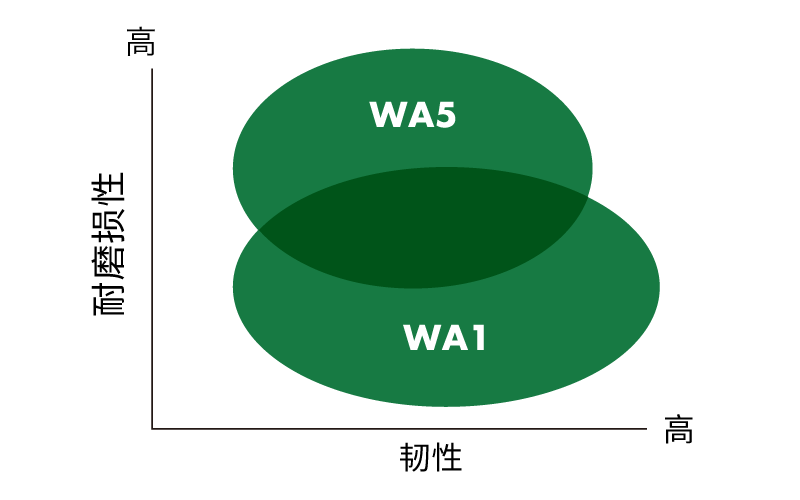
材质分类特性
加工参数
横向滚动表格 →
| 刀片形状 | 切深(mm) | HRC 45-55 | HRC 55-60 | HRC 60-62 | |||
|---|---|---|---|---|---|---|---|
| 切削速度(m/min) | 进给(mm/t) | 切削速度(m/min) | 进给(mm/t) | 切削速度(m/min) | 进给(mm/t) | ||
| RPGN1204 型 | 1.3 | 250 - 390 | 0.12 | 210-360 | 0.08 | 170-330 | 0.07 |
| RNGN1207 型 | 2.0 | 250 - 420 | 0.12 | 210-390 | 0.10 | 170-360 | 0.07 |
注:切削速度和进给是作为开始加工时的参考值
加工要点
- 请尽可能减小刀具伸出量,并加固工件的装夹
- 切削宽度请设定为刀盘直径的50%~65%
- 在加工的入口处和出口处,请把进给设定为正常值的25%
- 请不要使用冷却液,而是采用空气冷却
- 型腔加工时,请采用螺旋下刀的方式加工
- 推荐使用逆铣加工
- 请尽可能使用热压配合式的刀柄
- 加工时请不要超出官方推荐的切削参数范围
- 为保持切削温度,当切深变小时,应随之提高切削速度
- 为了尽可能减小热塑性变形,请适当调整切削速度
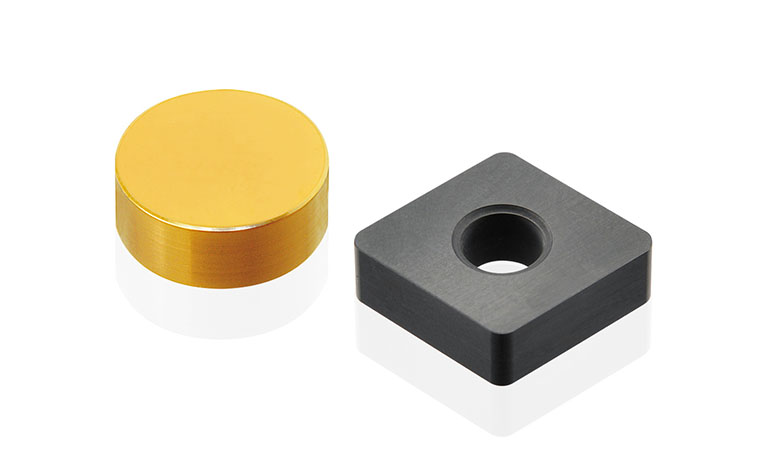
产品阵容
横向滚动表格 →
| 形状 | 品名 | 刀具圆弧R | 材质 | 尺寸 (mm) | |||
|---|---|---|---|---|---|---|---|
| 公制型号 | 刃口处理 | WA1 | WA5 | 内接圆 | 厚度 | ||
 |
RNGN 120700 | T00520 | ― | ● | 12.7 | 7.94 | |
| T00525 | ● | ||||||
| T00820 | ● | ||||||
| T01020 | ● | ||||||
 |
RPGN 120400 | T00520 | ― | ● | 12.7 | 4.76 | |
| T01020 | ● | ||||||