
Mogul barsPara operações de perfuração de diâmetro interno| Tornos CNC suíços
Resolve problemas comuns associados a operações de perfuração de diâmetro interno
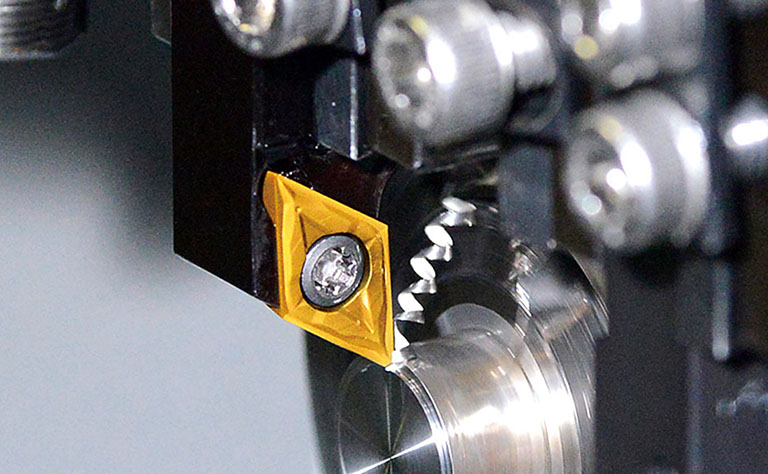
Barras e insertos altamente rígidos que direcionam os cavacos para longe da peça
O design exclusivo da barra de mandrilar melhora muito a rigidez combinada com quebra-cavacos que controla a direção da evacuação dos cavacos durante as operações de mandrilamento
Vídeo do produto
Características
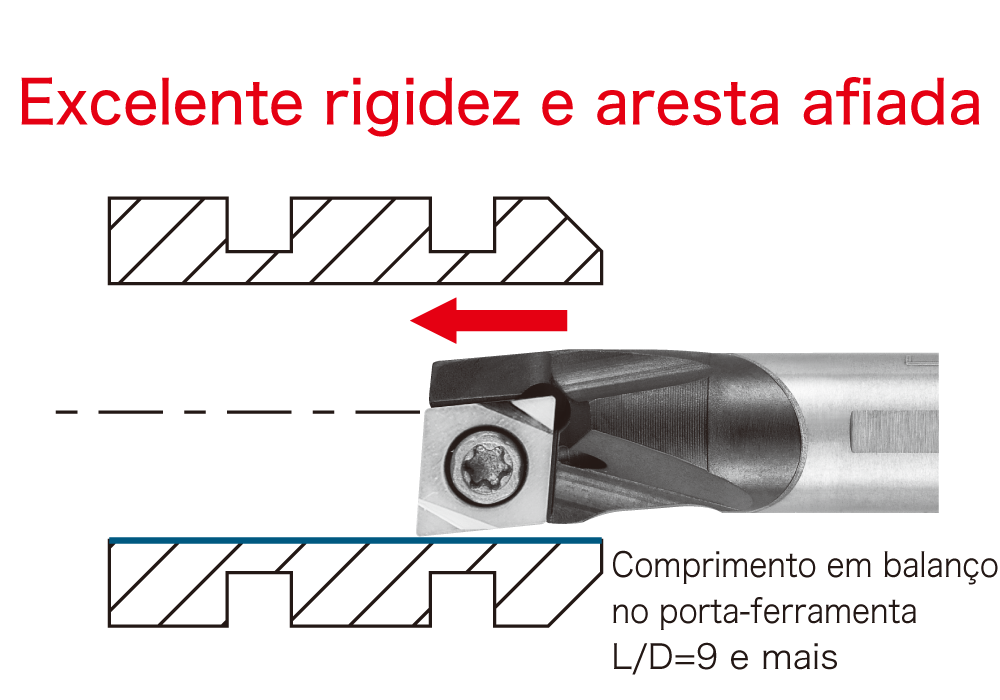
- Suporte projetado para garantir rigidez e eliminar vibrações
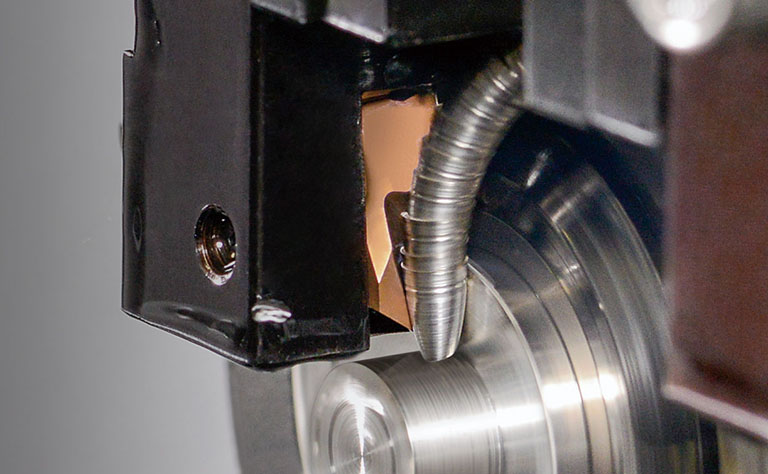
- Quebra-cavacos F1, F05, FG desenvolvidos para aplicações de furo cego para direcionar os cavacos para trás e para fora do orifício para evitar o acondicionamento de cavacos
- Refrigeração através das barras de mandrilar para apoiar a evacuação dos cavacos
Aplicação de ferramentas
Operações de mandrilamento de diâmetro interno de tornos CNC suíço
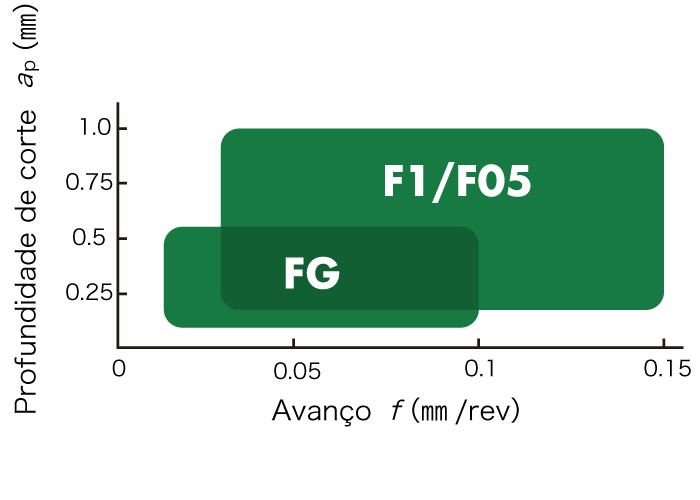
Faixa de controle do quebra-cavacos
Condições de corte
Role a tabela →
| Classe com cobertura | Material | Tipo de operação | Comprimento em balanço | Velocidade de corte (m/min) | Avanço (mm/rev) | Profundidade de corte (mm) |
|---|---|---|---|---|---|---|
| ST4 | Aço inoxidável | Operações de perfuração de diâmetro interno Mandrilamento diâmetro interno reverso |
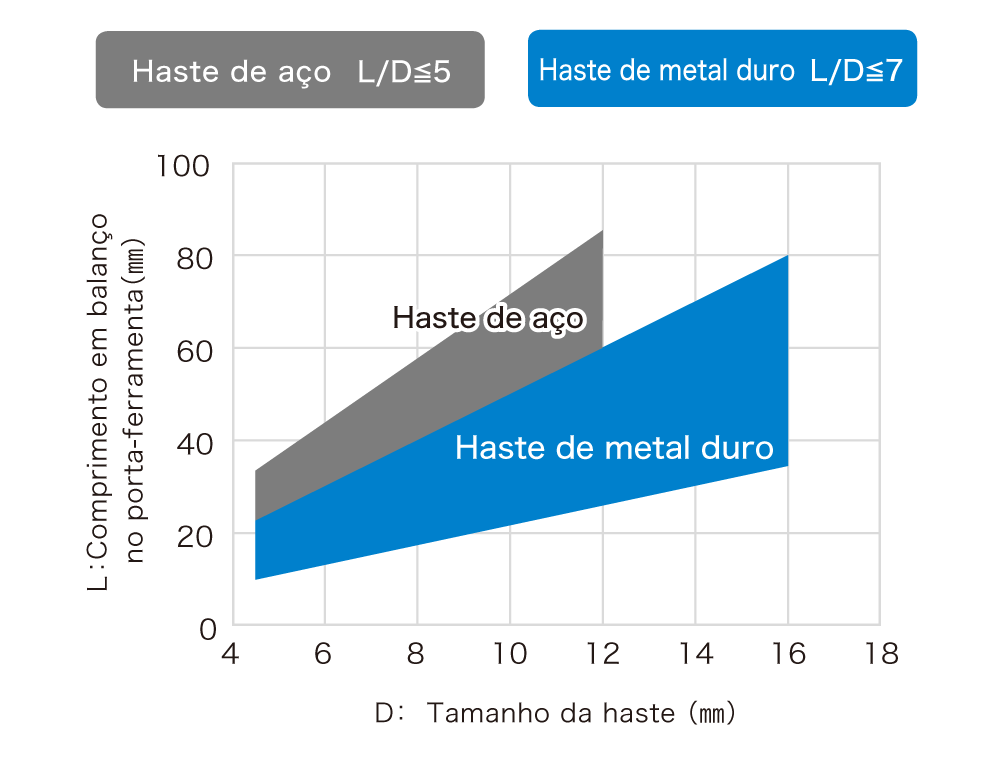
Haste de aço ~5D Haste de metal duro~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | Liga de aço / aço carbono / material endurecido | 50 - 150 | ||||
| DM4/DT4 | Material difícil de cortar / liga de titânio | 30 - 70 | ||||
| TM4/ZM3 | Não ferrosos / alumínio / plástico / uso geral | 50 - 200 |
balanço no porta-ferramenta
- [ Condições de cortes ]
- Material : Liga de aço・Aço inoxidável vc = 80m/min f=0.05-0.1mm/rev ap=0.1-0.5mm Com refrigeração
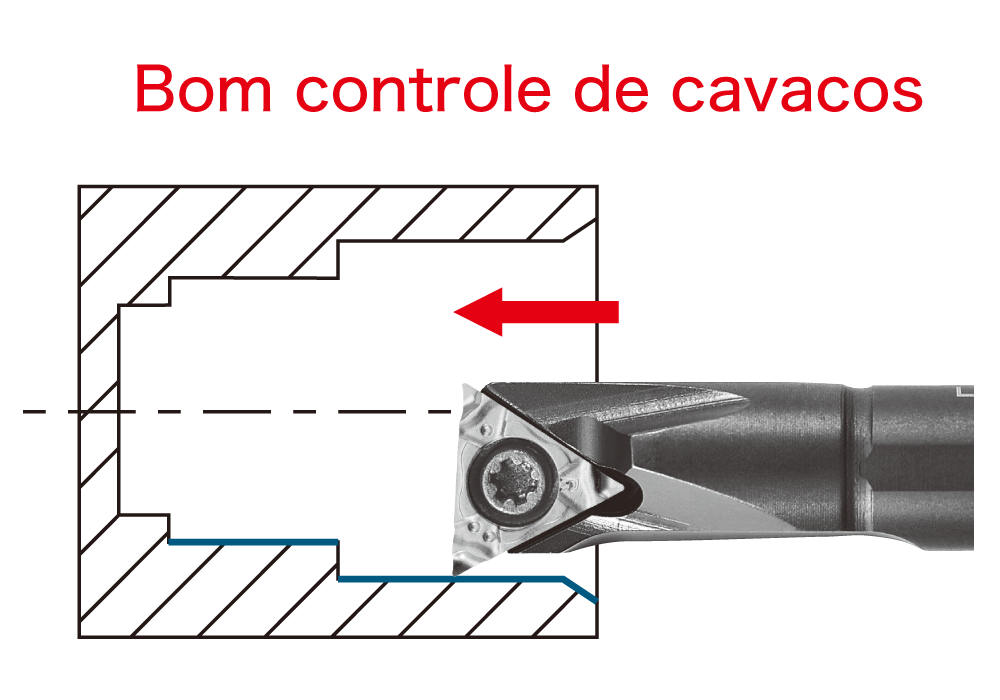
Evacua cavaco para trás
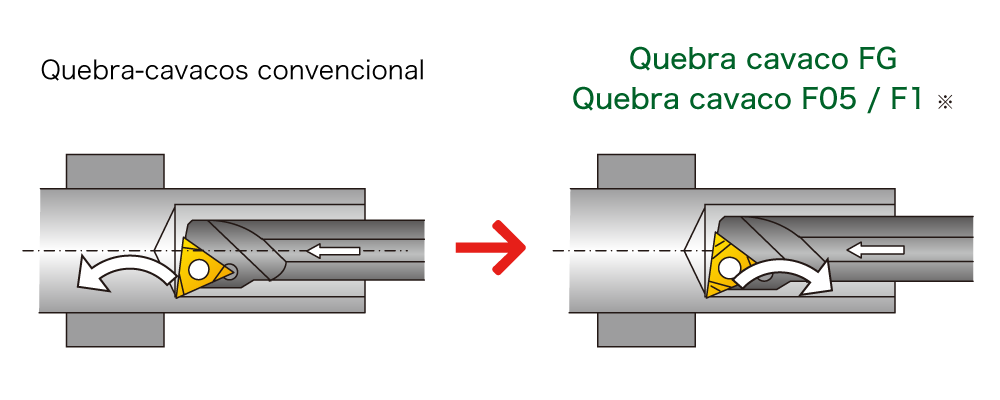
Os quebra-cavacos estilo F direcionam os cavacos para trás e para fora do Furo
* Use um inserto direito com uma barra de mandrilar direito
Características dos quebra cavaco FG / F05 / F1
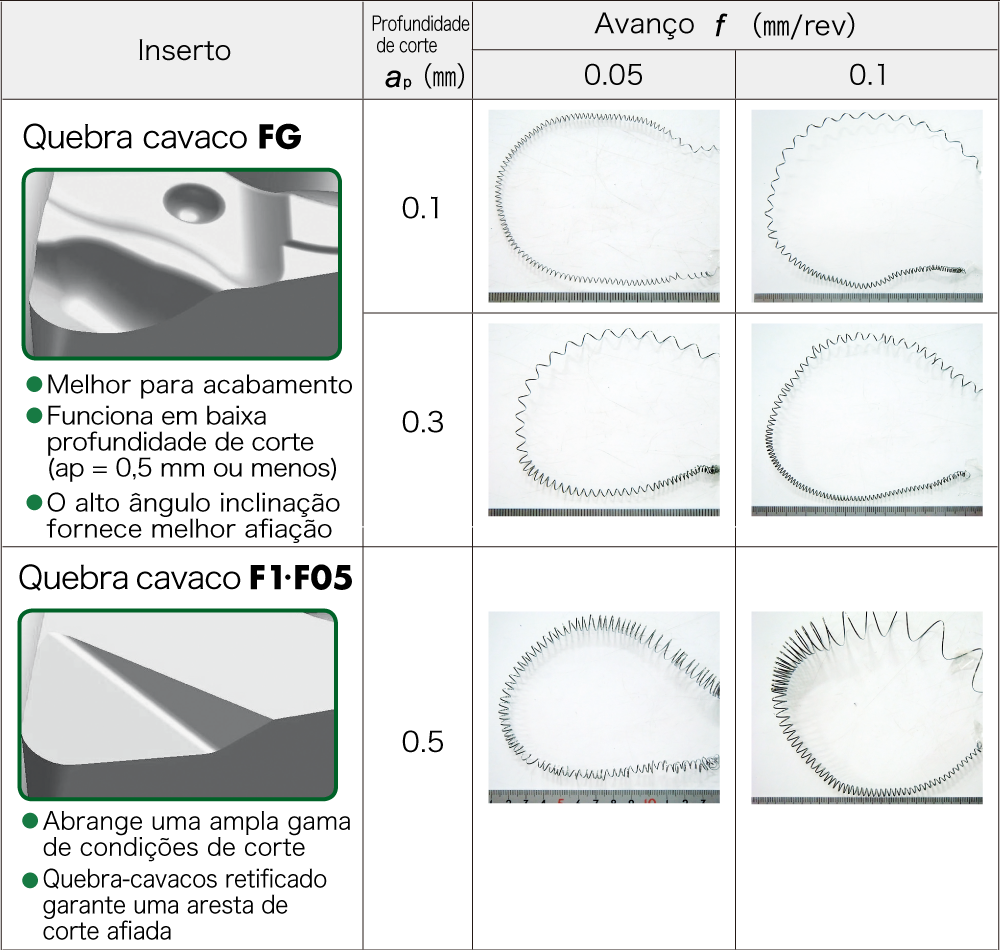
- [ Condições de cortes ]
- Material : SCM415 Diâmetro da peça φ12 Profundidade de usinagem 20mm vc = 80m/min Com refrigeração(Refrigeração externo)
- [ Ferramentas usadas ]
- Suporte : Haste de aço S10KSTUPR11D12-OH Inserto : TPGH110304 Type
Contrôle de cavaco
Role a tabela →
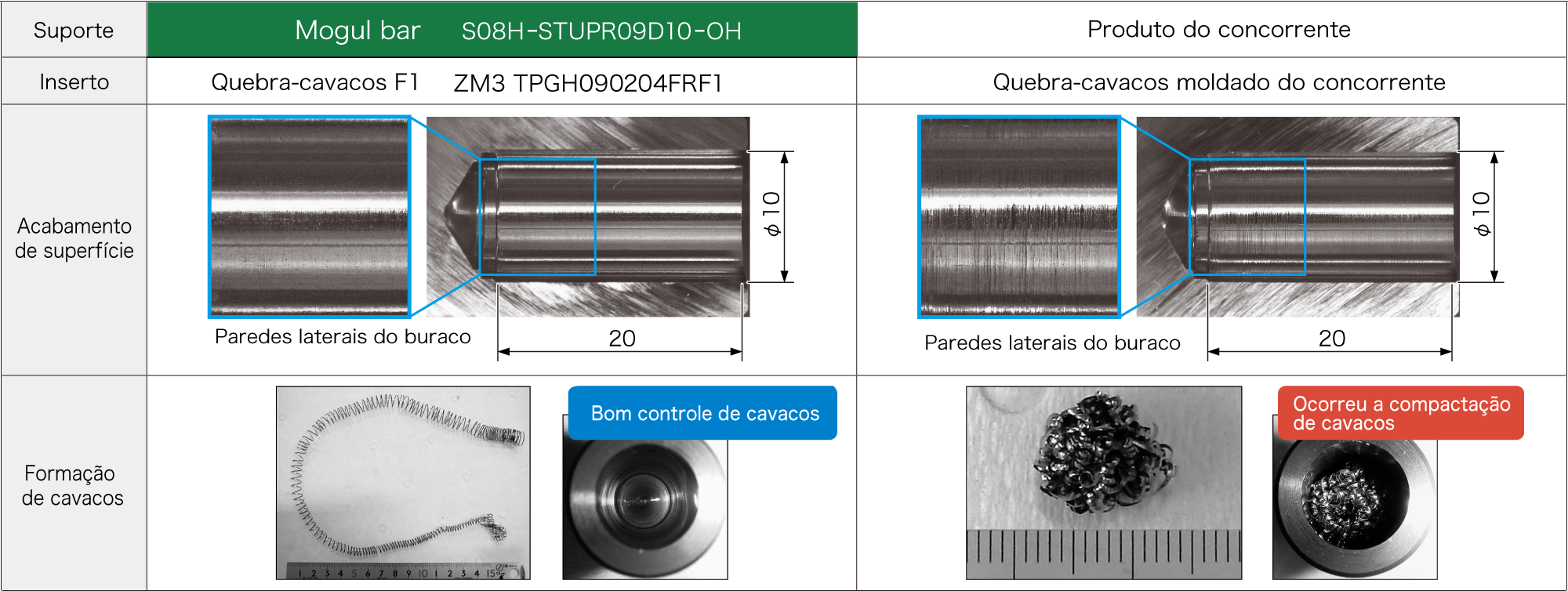
- [ Condições de cortes ]
- Material : SCM435 vc = 80m/min f = 0.05㎜/rev ap = 0.25㎜ diâmetro da peça : φ10 Refrigerador externo Comprimento em balanço no porta-ferramenta : L/D = 4 Profundidade de usinagem : 20㎜
- [ Ferramentas usadas ]
- Suporte : S08H-STUPR09D10- Tipo OH (diâmetro mínimo do furo de 10 mm) Tamanho da haste: 8 mm Inserto : TPGH090204 Type
Estudo de caso
| Peças de válvula | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars +TM4 Quebra-cavacos FG |
1,500 pcs |
| Produto do concorrente | 700 pcs |
A vida útil da ferramenta do concorrente não era estável devido a compactação de cavacos. A barra e o inserto com quebra-cavacos FG da NTK evacuaram o cavaco do furo, resultando em um aumento de 2,1 vezes na vida útil da ferramenta.
| Manga | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars +TM4 Quebra-cavacos FG |
900 pcs |
| Ferramenta convencional | 500 pcs |
A barra de mandrilar do concorrente apresentou bastante vibração devido ao balanço extremo. A barra de mandrilar da NTK eliminou os problemas de vibração e a pastilha com quebra-cavacos F1 alcançou 1,8 x mais vida útil da ferramenta.
Linha de ferramentas
Por favor, verifique o catálogo de produtos para a linha de ferramentas
Outros produtos recomendados
-

CTP/CTPA com quebra cavaco CXPara operações de corte para diâmetros de até φ16| Tornos CNC suíços
Enrola fortemente os cavacos para evitar o emaranhamento
-

Série SplashRefrigeração através de porta-ferramentas | Tornos CNC suíços
Ampla seleção de estilos e tamanhos
-
Quebra-cavacos YLPara operações de torneamento frontal | Tornos CNC suíços
Primeira recomendação para torneamento frontal
-
The Front MaxPara operações de torneamento frontal | Tornos CNC suíços
Usinagem de passe único de até 5,0 mm de profundidade de corte
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab