
SHAPER DUO Para usinagem de furo de encaixe| Tornos CNC suíços
Usinagem de furo de encaixe altamente produtiva
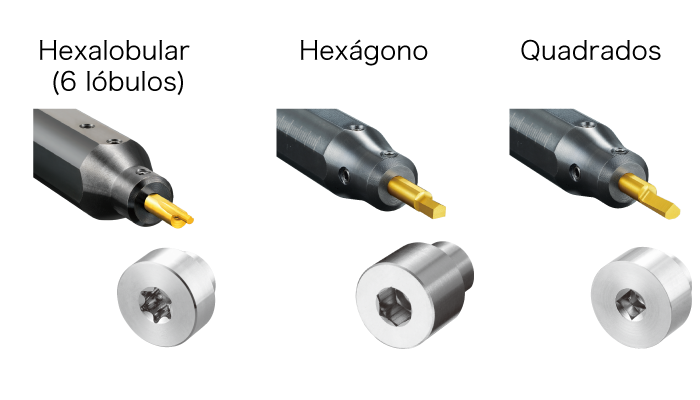
Soquetes hexagonais, quadrados e hexalobulares usinados sem equipamento especial e com economia significativa de custos
Utilize as estações de ferramentas na parte traseira do torno suíço
Vídeo do produto

Características
- Grande seleção de insertos para usinar uma variedade de tamanhos de soquete nos formatos hexágono, quadrado e hexalobular (6 lóbulos)
- Baixas forças de corte tornam esta ferramenta ideal para usinagem de peças de pequeno diâmetro
- Cada tamanho de inserto é especificado para usinar uma variedade de tamanhos de orifícios de encaixe
Aplicação de ferramentas
Usinagem de soquete de torno CNC suíço
Tipo de orifício de soquete
Comparação de processos de soquete hexágono e quadrado
Role a tabela →
| Pressão da ferramenta | Tempo de ciclo | Flexibilidade | Custo da ferramenta |
||
|---|---|---|---|---|---|
Shaper Duo |
◎ | △ * Pode ser compensado por operação de sobreposição |
○ | ◎ | Menor pressão da ferramenta, especialmente bom para peças de pequeno diâmetro. Um inserto pode usinar uma variedade de tamanhos de soquete |
| Broca | △ | ○ | ╳ | △ | Você precisa de uma ferramenta para cada tamanho de soquete |
Comparação do processo de encaixe hexalobular (6 lóbulos)
Role a tabela →
| Pressão da ferramenta | Tempo de ciclo | Custo da ferramenta | Ferramenta acionada de alta velocidade |
Programa |
||
|---|---|---|---|---|---|---|
Shaper Duo |
◎ | ◎ | ◎ | Não é necessário | Simples | Não há necessidade ferramenta acionada de alta rotação Tempo de ciclo curto |
| Fresa | ○ | ╳ | △ | Necessário | Complicado | Requer ferramenta acionada de alta rotação Processo demorado |
Gráfico de processo do Shaper Duo (exemplo hexadecimal)
Role a tabela →
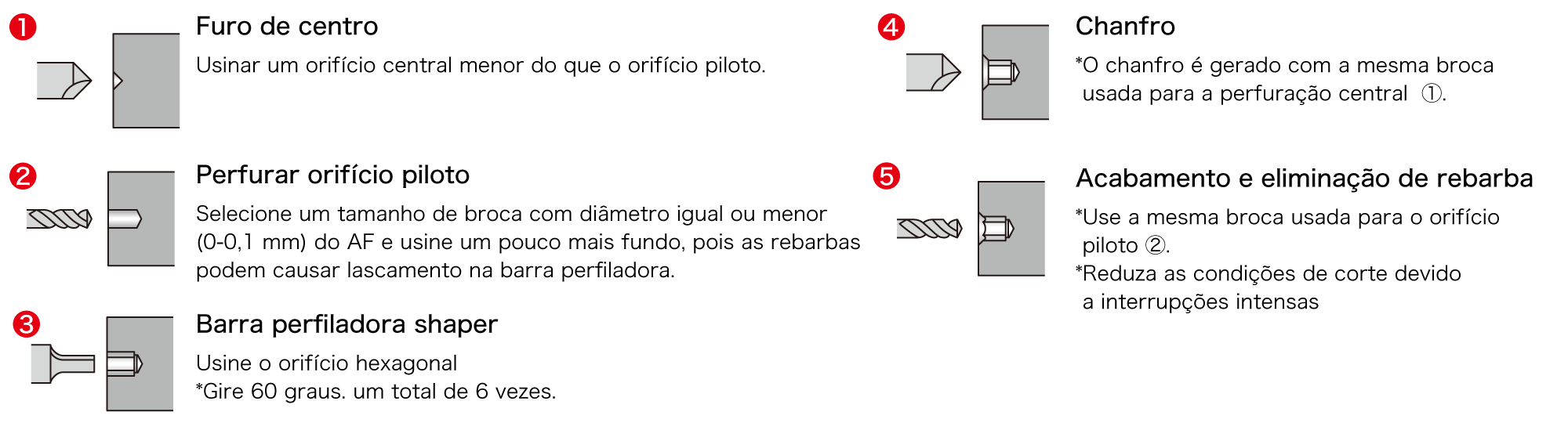
[ Condições de corte recomendadas ] Avanço de 1000 a 4000 mm/min Profundidade de corte: Desbaste 0,025 mm e acabamento 0,005 mm (1 a 2 vezes)
Instruções de configuração do Shaper Duo (exemplo de hexágono)
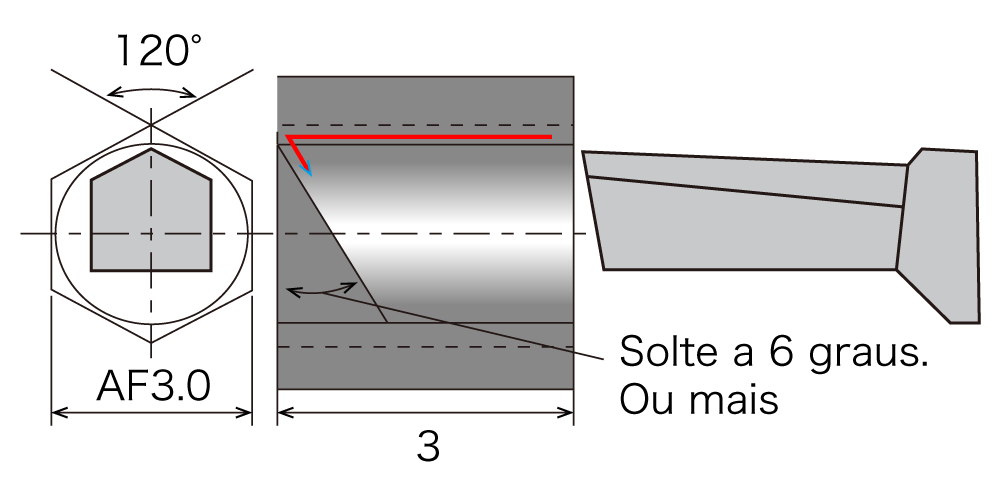
① Montagem do inserto
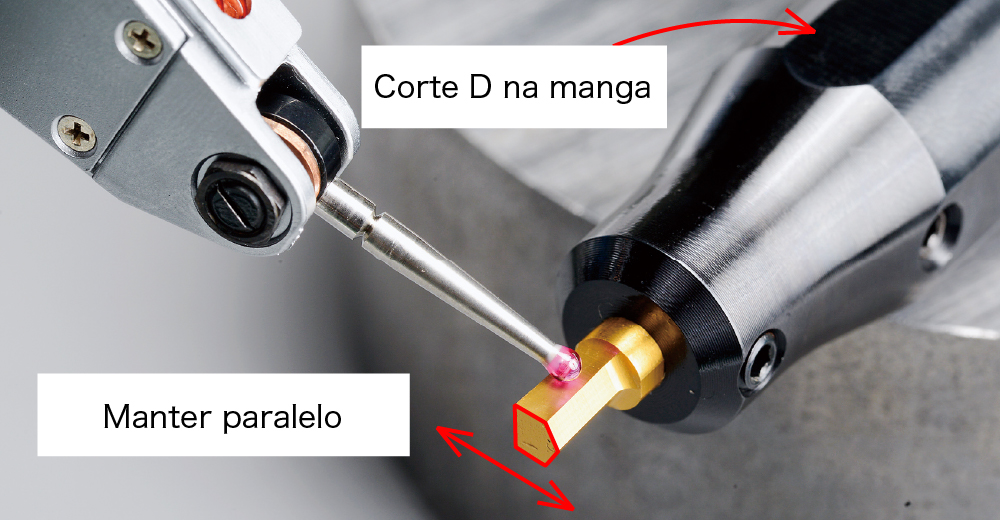
- Confirme se a superfície de corte em D do suporte da luva está paralela à lateral da barra de inserto. Minimize o balanço da barra perfiladora
② Certifique-se de que a manga esteja paralela
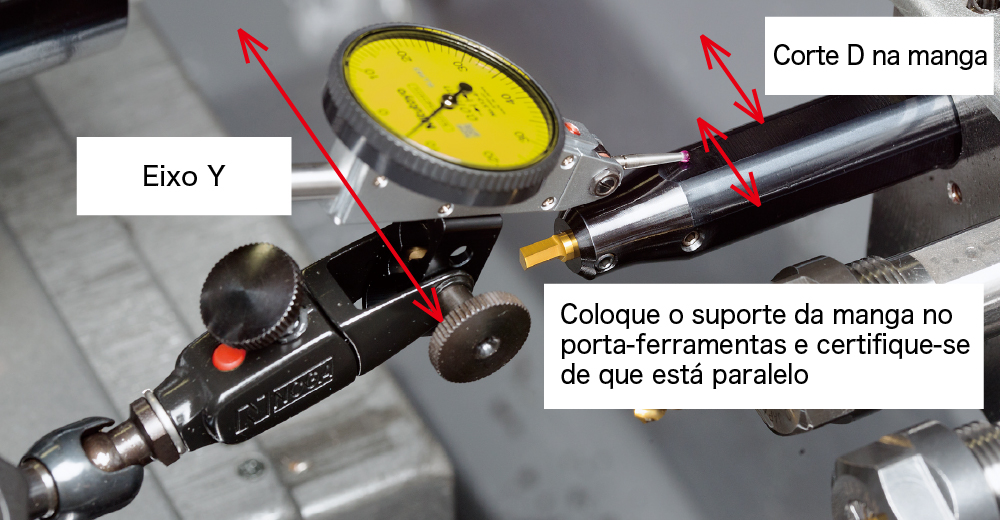
- Coloque o suporte da manga no porta-ferramentas e certifique-se de que está paralelo
- Minimize o balanço do suporte
③ Confirmação de altura
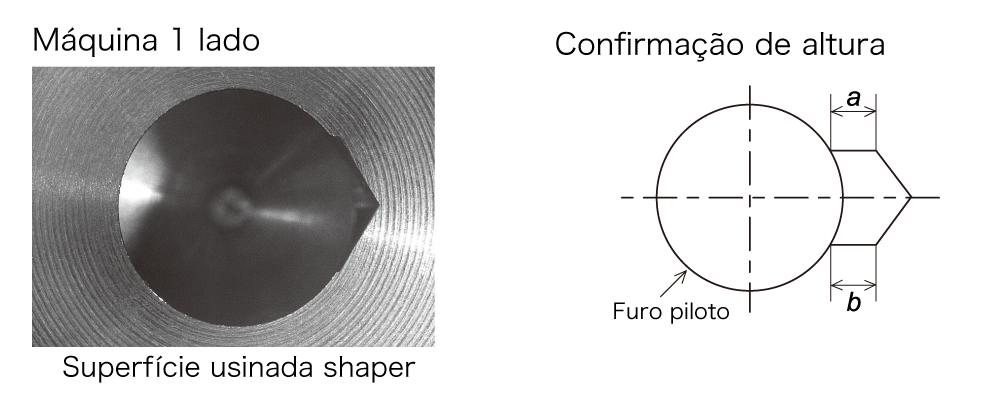
- Usine um recurso maior do que o furo piloto sem chanfrar
*Se o inserto apresentar cavacos com grande profundidade de corte, aumente o número de passes de usinagem com profundidades de corte menores.
(Recomendado: 0,025 mm x 5 passes) Não é necessário chanfrar. - Meça o comprimento de [a] e [b] com um comparador ou lupa.
- Ajuste a altura da linha de centro girando a luva até obter o mesmo comprimento para [a] e [b]. (a diferença deve ser inferior a 0,02 mm)
* Se uma etapa ainda for vista mesmo depois de mais passes, reinicie o processo de configuração.
Certifique-se de que a barra perfiladora e o suporte estão configurados corretamente.
④ Visual da usinagem passo a passo do perfil sextavado
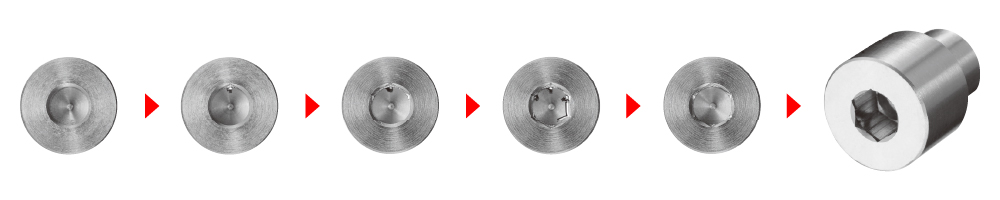
- Usinagem hexalobular (6 lóbulos) Basicamente igual à usinagem hexagonal
Estudo de caso
| Usinagem de furo hexagonal | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| TM4 SSP030N1940H | 10,000 pcs / aresta |
| Inserto de metal duro do concorrente | |
O produto do concorrente perdeu o brilho muito rapidamente, resultando em vida útil curta da ferramenta.
O inserto hexagonal da NTK alcançou uma vida útil mais longa da ferramenta mantendo o formato e a afiação da aresta. Melhor tempo de ciclo e excelentes acabamentos de superfície.
Exemplos de código de programação Shaper
Ver exemplos de código de programação shaper
Ou verifique o catálogo de produtos para obter os exemplos de códigos de programação
Linha de ferramentas
Por favor, verifique o catálogo de produtos para a linha de ferramentas
Outros produtos recomendados
-

Turbilhonamento de roscaPara formação de rosca| Tornos CNC suíços
Usinagem de passagem única altamente eficiente para rosca de dupla entrada
-

ZM3Classe versátil com excelente resistência à adesão | Classe de metal duro para tornos CNC suíços
Classe mais vendida para tornos do tipo suíço
-

CTP/CTPA com quebra cavaco CXPara operações de corte para diâmetros de até φ16| Tornos CNC suíços
Enrola fortemente os cavacos para evitar o emaranhamento
-
CSV seriesProjetado para usinar peças de diâmetro extremamente pequeno | Tornos CNC suíços e máquinas estilo CAM
Ideal para fabricação de peças pequenas
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab