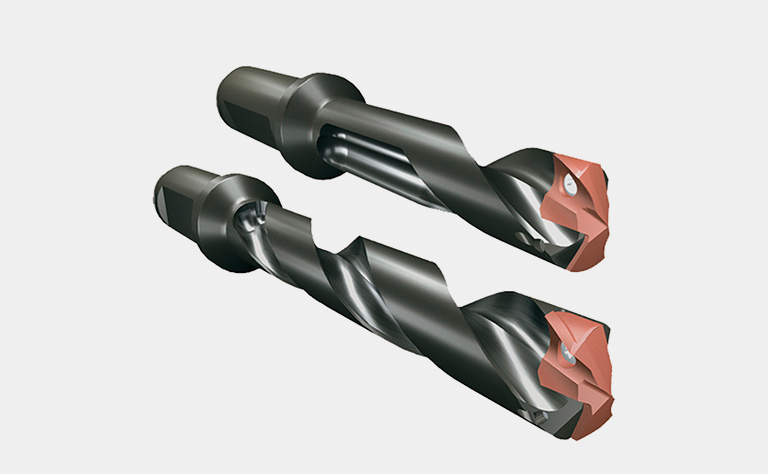
标准・GEN2系列钻孔加工| 涂层粉末高速钢、涂层硬质合金刀片
最适合大直径,超深孔加工
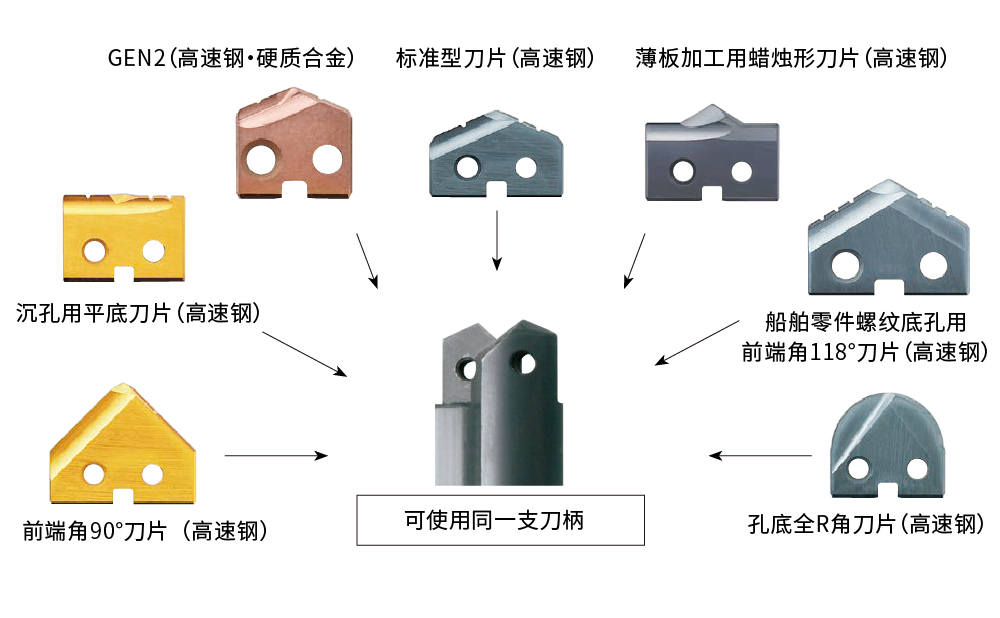
丰富的产品阵容可对应多种加工场合
使用耐缺损性优秀的高速钢刀片,实现了安定加工
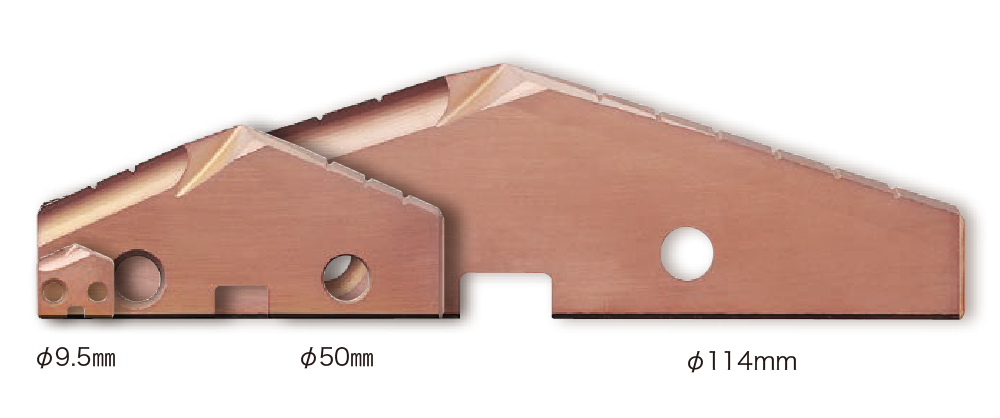
可对应加工径「φ9.5~φ114」 可对应最大加工深度「32D」的深孔加工
性能
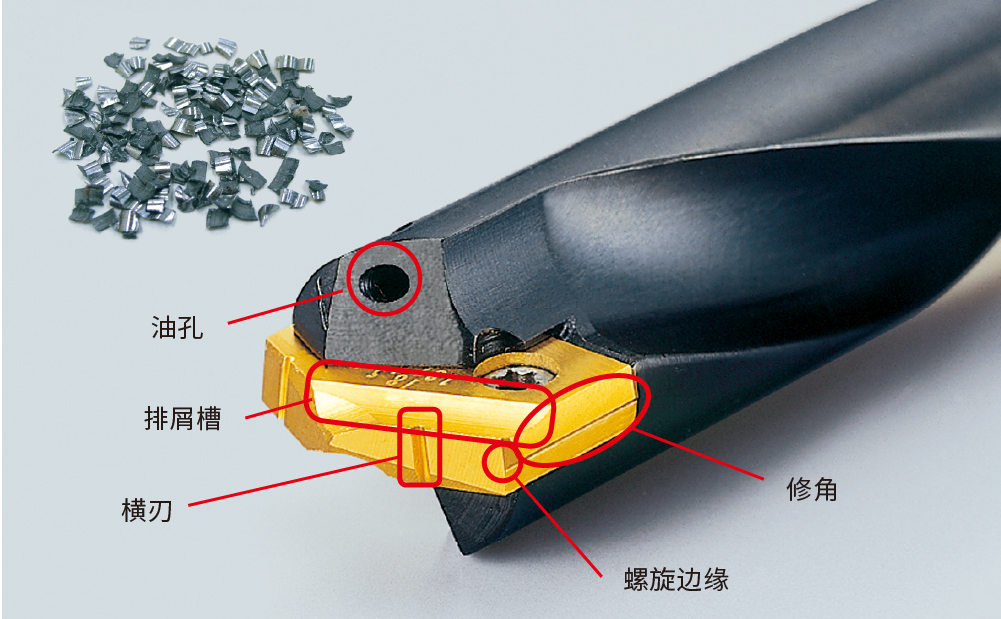
- 实现卓越的切屑处理能力
- 通过横刃及排屑槽分断切屑
- 从刀杆前端喷射高压冷却液,将切屑分断并排出
- 不需要用分段进给来进行断屑
适用场合
各种被切削材料 钻孔加工
通过横刃及排屑槽分断切屑
对应加工径φ9.5~φ114
最大32D的超深孔加工刀杆也已设为标准库存

最大加工深度: 565.2mm
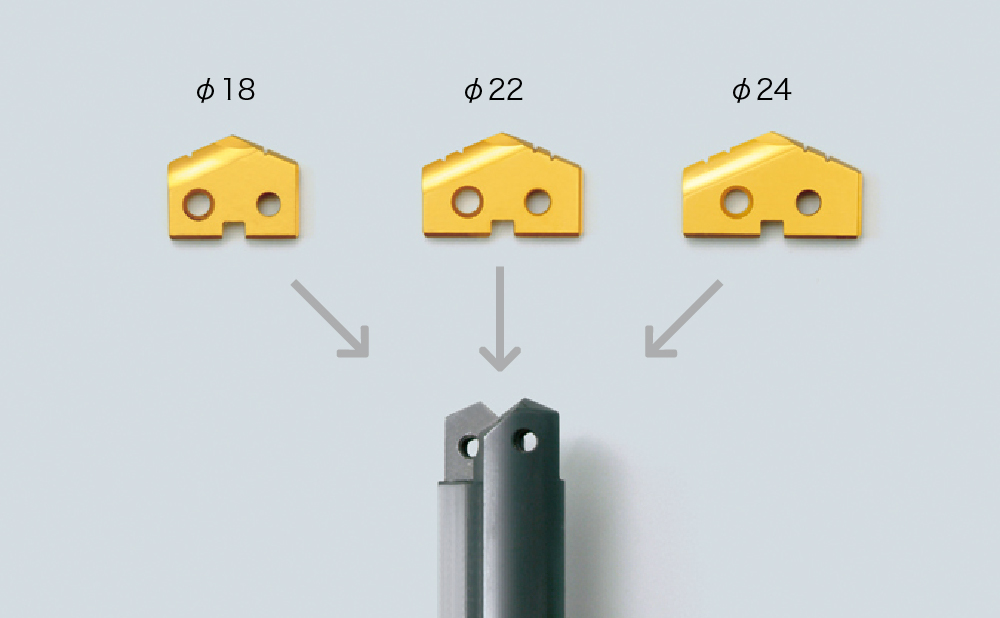
对应刀片刃直径: φ17.7 ~ φ24. 刀杆型号: 29010S-25FMS
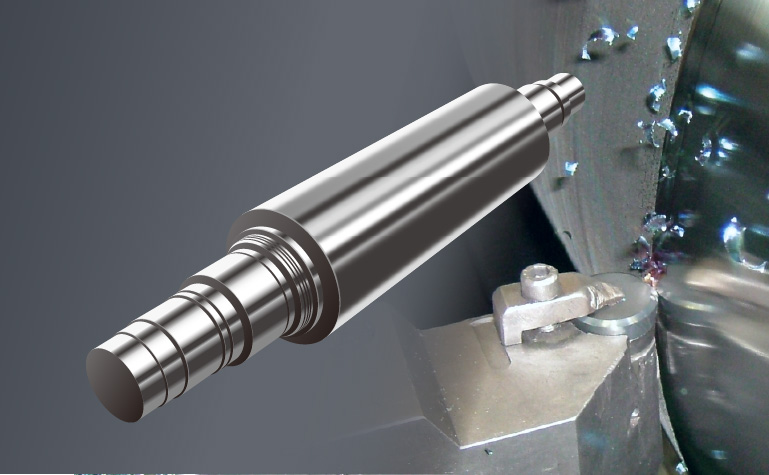
不同的刃径刀片可使用同一支刀柄
同一刀柄可装配不同形状刀片
加工案例
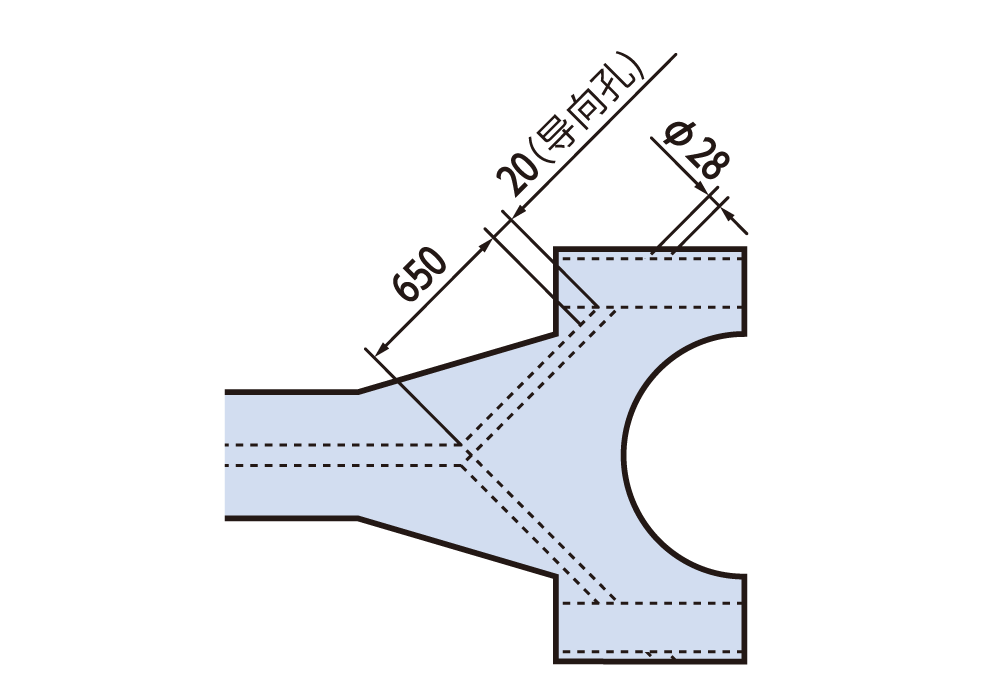
| 船舶用连杆 (φ28×650mm, 23D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 153mm/min |
| 其他公司高速钢钻头 | 41mm/min |
B效率是以往刀具的3.7倍,在大幅提升了效率并且不需要分段进给的情况下,加工时间缩短到以往刀具的1/11以下
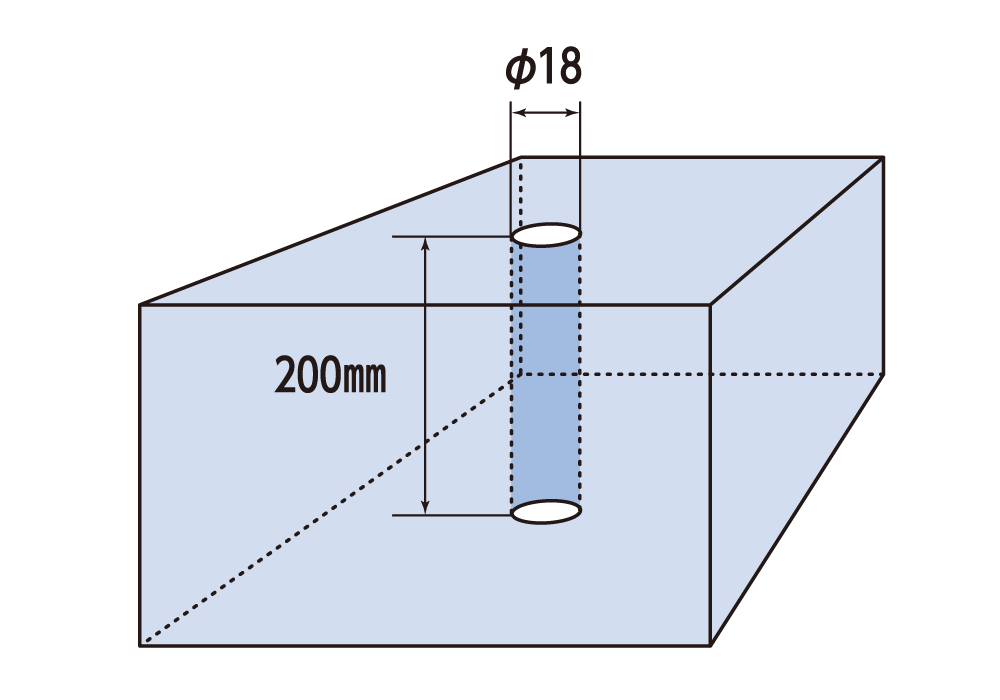
| 注塑模具 (φ18×200mm, 11D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 162mm/min |
| 其他公司整体式高速钢钻头 | 35mm/min |
效率达到以往刀具的4.6倍,且在没有分段进给的情况下,加工时间缩短到以往刀具的1/8以下。 与以往刀具达成同等寿命后,仍可继续使用。
加工参数
产品阵容
请利用产品目录,查阅产品阵容