
Ceramic inserts are tool materials that can greatly increase the machining efficiency of heat-resistant alloys.
However, there are a lot of ceramics, and it is difficult to determine which material is good and how to use it.
In this column, we will introduce the selection and utilization points for achieving more stable machining by maximizing the performance of ceramics in turning rough to semi-finished machining of heat-resistant alloys.
Point 1. Select the best ceramic insert material for the workpiece to be machined
As a guide to selecting the optimum material, the properties of ceramic insert materials recommended for heat-resistant alloy machining are listed in the table.
The vertical and horizontal axes of the table represent abrasion resistance and chipping resistance, respectively.
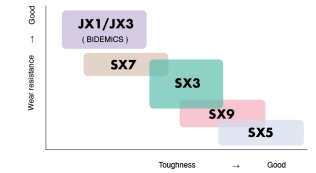
It can be seen whether the material is superior in abrasion resistance, excellent in chipping resistance, or emphasis is placed on the balance of intermediate positions.
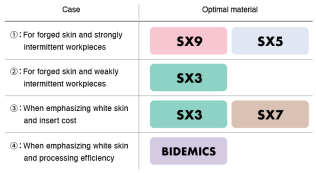
When selecting materials, the optimum materials vary depending on the condition of the workpiece to be machined and what the user emphasizes in machining.
For example, there are cases of selection as shown below.
※ WET machining is recommended for turning.。
Point 2. Select insert geometry to maximize tool performance
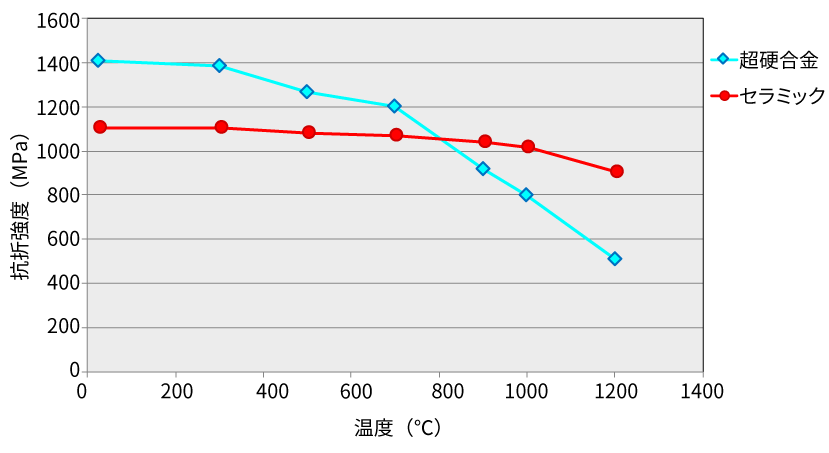
Ceramic inserts are harder than cemented carbide tools and have the benefit of superior wear resistance.
On the other hand, it has a disadvantage that it is inferior to cemented carbide tools in terms of chipping resistance because of its low toughness.
However, its disadvantages can be covered depending on the shape of the insert.
The larger the apex angle as shown below, the greater the cutting edge strength.
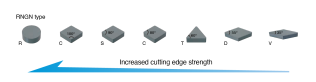
RNGN types of inserts are effective for improving the chipping resistance, but cutting forces can increase and adversely affect machining.
For example, the following cases.
- Thickness of workpiece to be machined is thin (15mm or less as a guideline)
- Workpiece clamping rigidity is too weak.
- Thinner workpiece by digging
 Clamping stiffness Clamping stiffness |
 Digging Digging |
| As a measure, circular positive inserts (RPGX/RCGX types) are used to reduce cutting forces. |
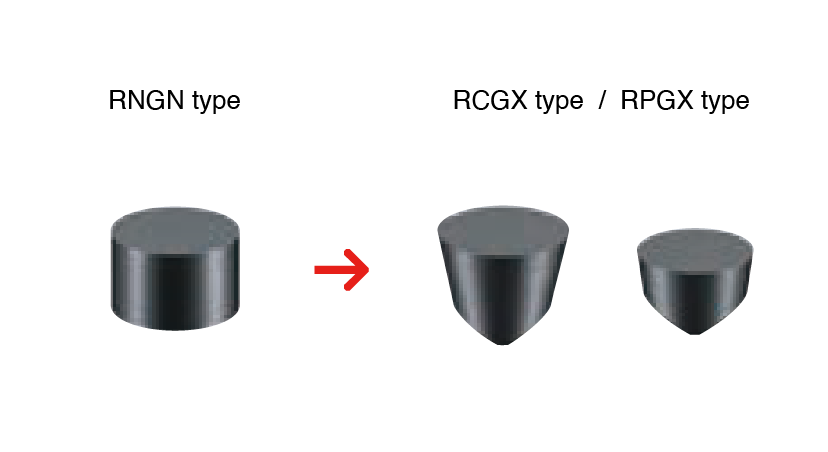 |
| Sizing down inserts (e.g. RPGX1207→RPGX0907) is also effective for further reduction of cutting forces./span>
(N.B.) While cutting resistance can be reduced with respect to the workpiece, the strength of the tool may be insufficient, resulting in chipping. |
 |
Point 3. What kind of machining method is suitable to enable more stable machining?
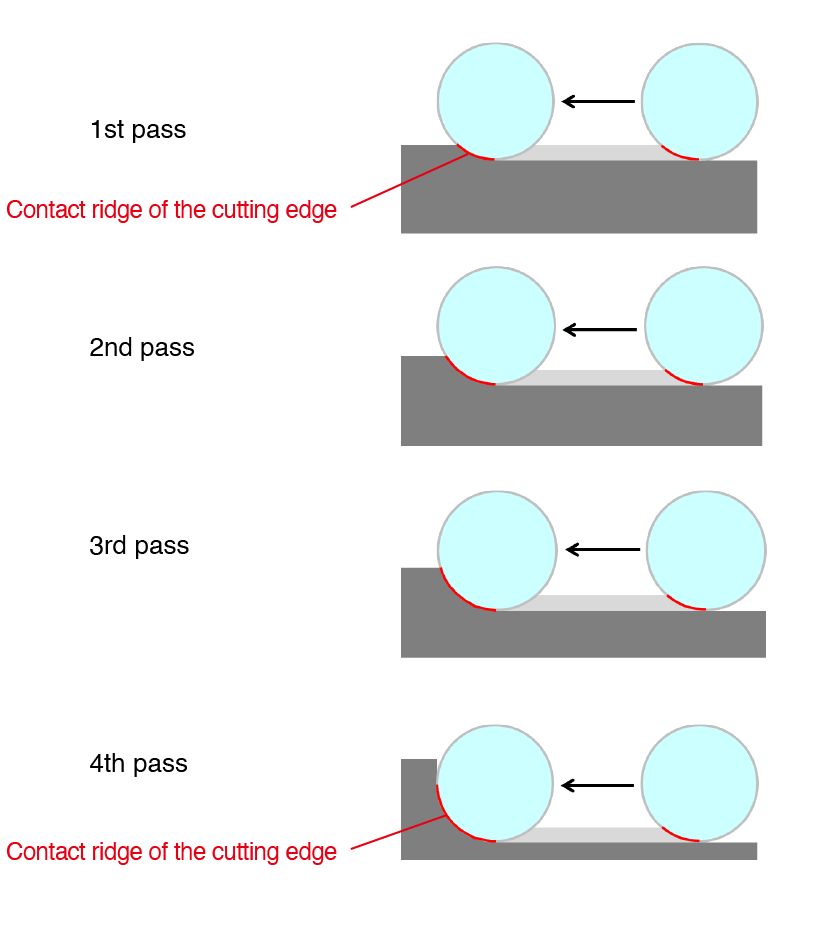
The majority of problems encountered in the turning process of heat-resistant alloys were deficiencies due to an increase in the machining load of the corner R section, which accounted for approximately 80%.
This is because the more passes are processed, the larger the area of contact between the corner radius of the cutting edge and the workpiece becomes, which increases the cutting resistance and makes it easier to cause defects.
 Program image
Program image{kind=link}
{kind=link}
Countermeasure: By modifying the machining toolpath, the load on the corner R can be reduced and more stable machining can be achieved.
※For details on the processing tool path, please contact us.
Summary To maximize the performance of the Ceramic Insert 〔 Turning the Heat-Resistant Alloy Edition 〕
- Select the appropriate insert material according to the state of the workpiece to be machined and what is required for machining.
- Negative inserts with round geometry (RNGN types) should be used as much as possible to increase chipping resistance.
- Cutting tool paths shoulde be modified to suppress defects caused by increased machining load at the corner R part.
We also have a lineup of BIDEMICS, a new material that achieves ultra-high speed machining at twice the speed of ceramic tools.