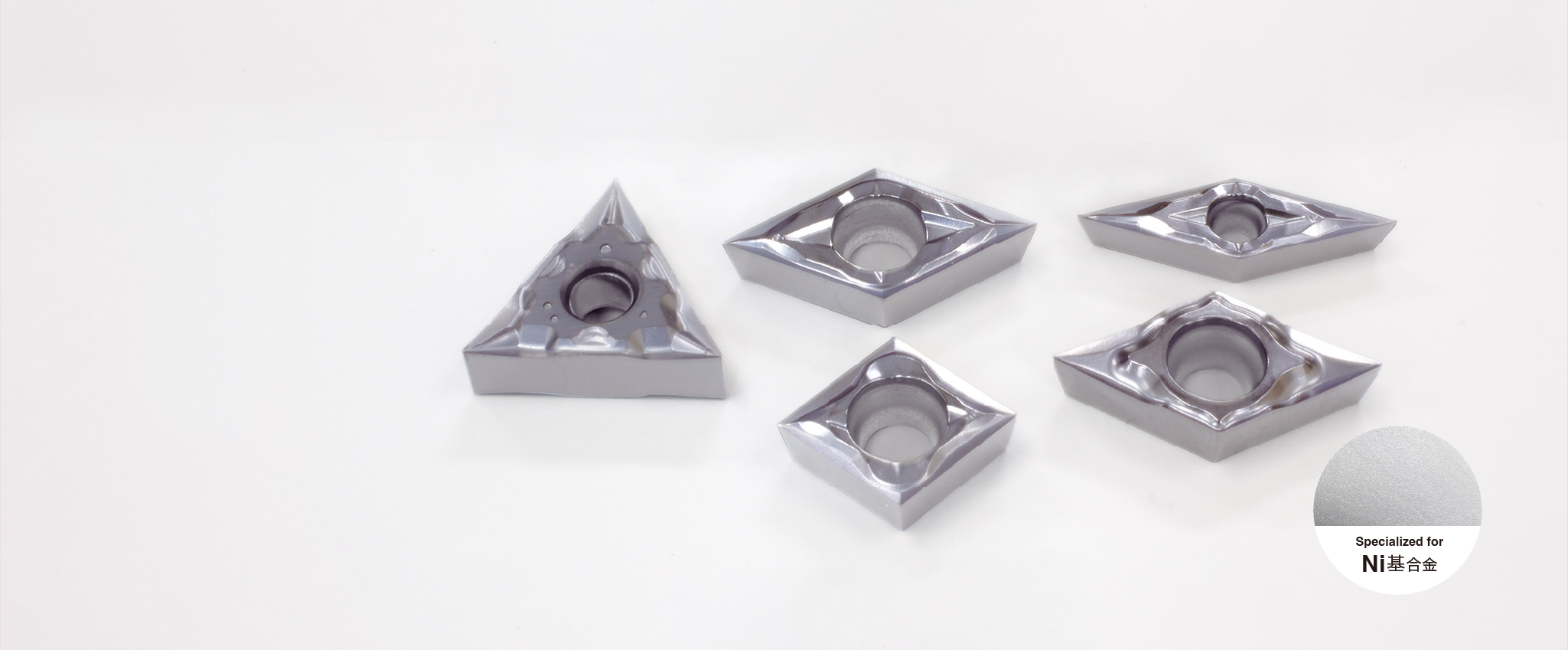
New HiPIMS PVD grade
 小径部品加工用 | Ni基合金向け加工材種
小径部品加工用 | Ni基合金向け加工材種
S種”専用”材質、遂に誕生
Ni基合金の小径部品加工をより安定的に
溶着による刃先欠損や摩耗進行に悩まされる事の多いNi基合金加工
NTKの新材種、"650" が安定加工をお届け致します
特長
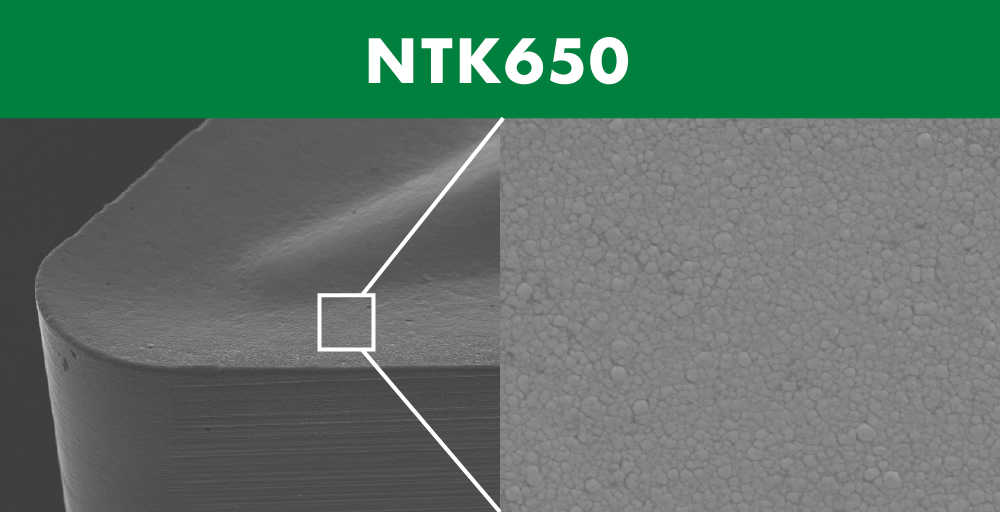
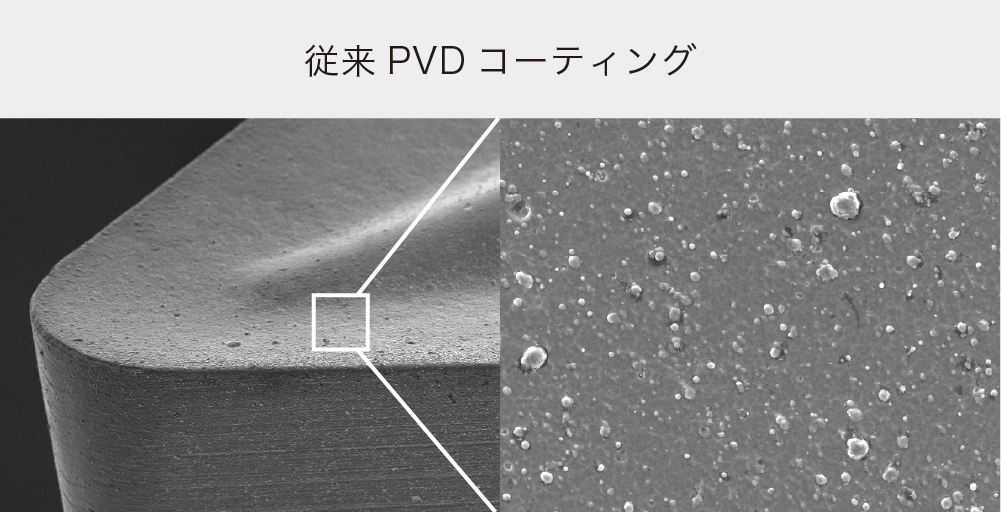
- 新HiPIMS コーティングを採用し、表面平滑性の向上と膜内欠陥を抑制
Ni 基合金に重要な耐溶着性能を大幅に向上、安定加工を提供します - 硬さと耐熱性に優れるTiAlN 系を採用し、長寿命を実現
刃先が高温となる難削材加工においても、優れた耐摩耗性能を発揮します
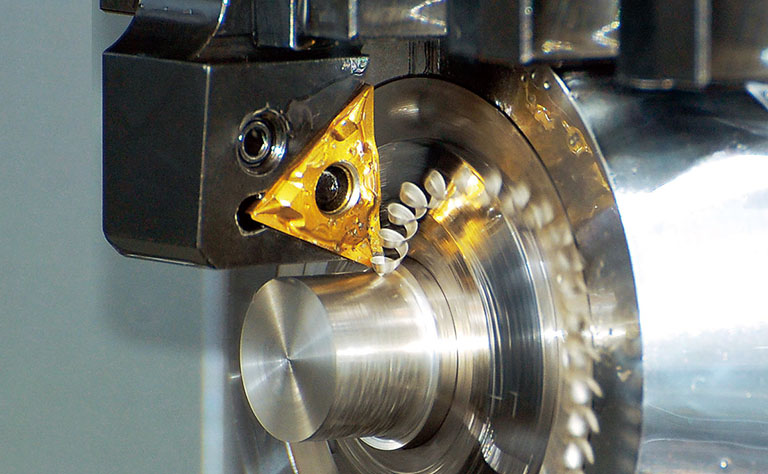
適用アプリケーション
Ni 基合金の小径( ~Φ20 程度) ワークで最高のパフォーマンスを発揮
新HiPIMS コーティング
性能
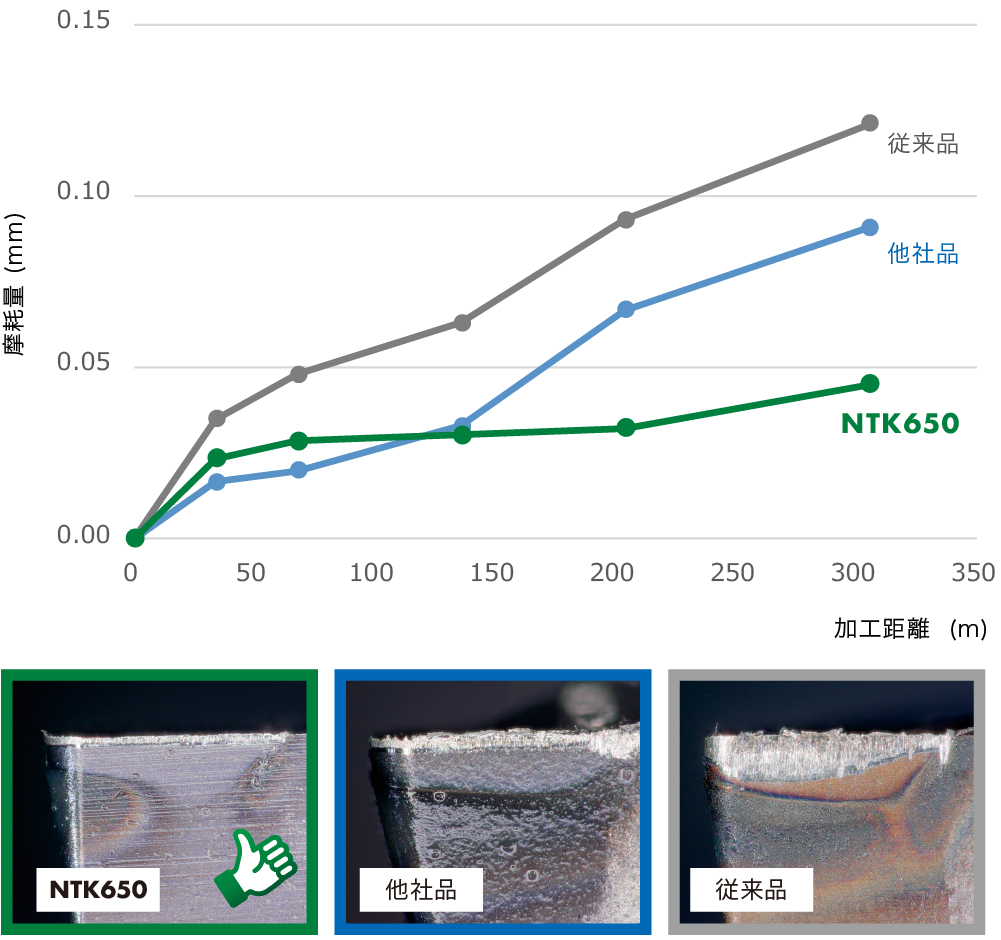
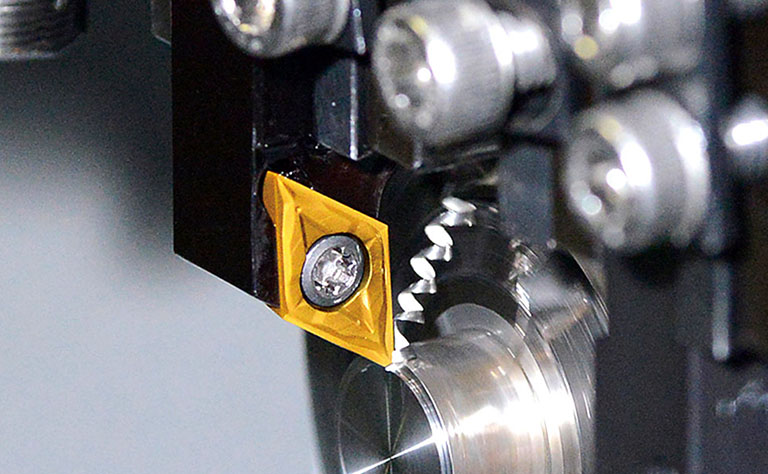
- [ 切削条件 ]
- 被削材:インコネル718 vc=50m/min f=0.05mm/rev ap=1.0mm WET , DCGT11T302
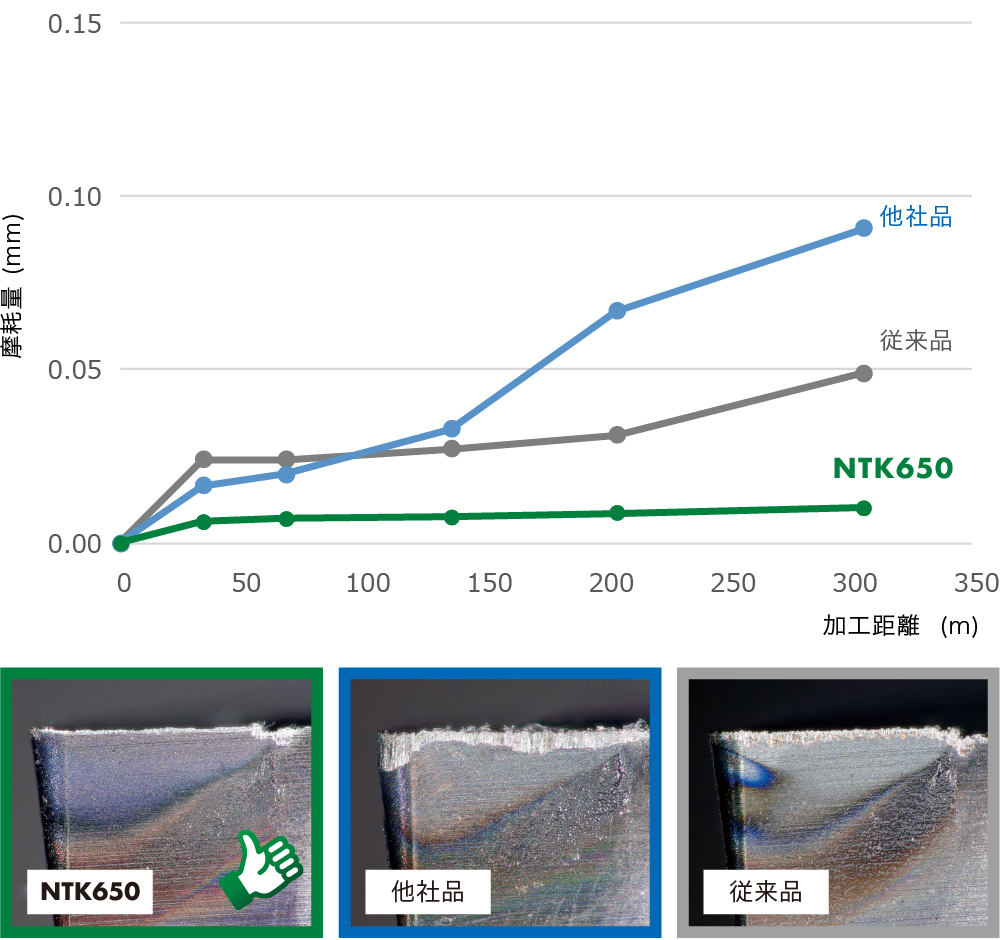
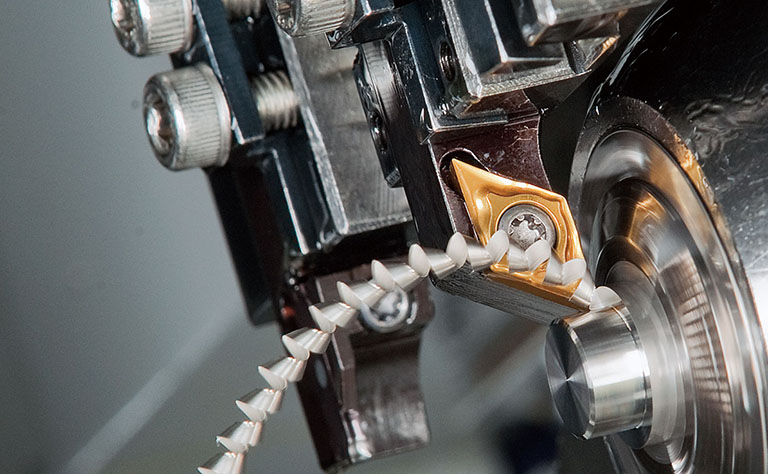
- [ 切削条件 ]
- 被削材:ハステロイ C22vc=80m/min f=0.05mm/rev ap=1.0mm WET , DCGT11T302
加工条件
表を横にスクロール →
| 材質 | 被削材 | 加工方法 | 切削条件 | ||
|---|---|---|---|---|---|
| 切削速度 (m/min) | 送り (mm/rev) | 切込み (mm) | |||
| NTK650 | インコネル | 前挽き | 30 - 60 | 0.03 - 0.07 | 0.5 - 1.5 |
| ハステロイ | 前挽き | 50 - 100 | 0.03 - 0.07 | 0.5 - 1.5 | |
ラインナップ
: 第一推奨
: 第二推奨
| 鋼 | ||||||||||||||||||
| ステンレス鋼 | ||||||||||||||||||
| 鋳鉄 | ||||||||||||||||||
| 非鉄金属 | ||||||||||||||||||
| 耐熱合金 | ||||||||||||||||||
| 高硬度材 | ||||||||||||||||||
| その他(非金属) | ||||||||||||||||||
表を横にスクロール →
CC..
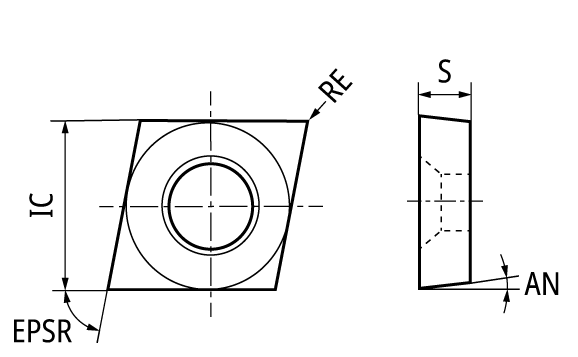
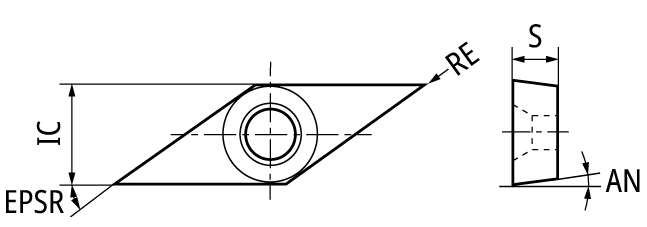
| 形状 | 品番 | CECC | EPSR | IC | S | AN | RE | BS | 超硬 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PVD | ||||||||||||||||||
| (メートル) | ° | mm | mm | ° | mm | mm | 650 | |||||||||||
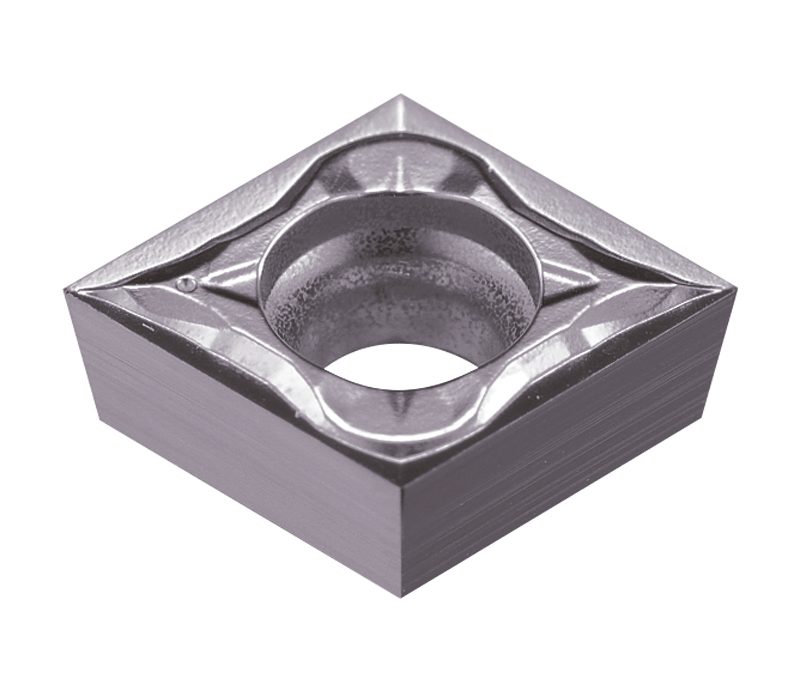 |
CCGT09T301MYL | シャープエッジ | 80 | 9.525 | 3.97 | 7 | 0.08 | – | ● | |||||||||
| CCGT09T302MYL | シャープエッジ | 80 | 9.525 | 3.97 | 7 | 0.18 | – | ● | ||||||||||
| CCGT09T304MYL | シャープエッジ | 80 | 9.525 | 3.97 | 7 | 0.38 | – | ● | ||||||||||
 |
CCGT09T301MCL | シャープエッジ | 80 | 9.525 | 3.97 | 7 | 0.08 | – | ● | |||||||||
| CCGT09T302MCL | シャープエッジ | 80 | 9.525 | 3.97 | 7 | 0.18 | – | ● | ||||||||||
| CCGT09T304MCL | シャープエッジ | 80 | 9.525 | 3.97 | 7 | 0.38 | – | ● | ||||||||||
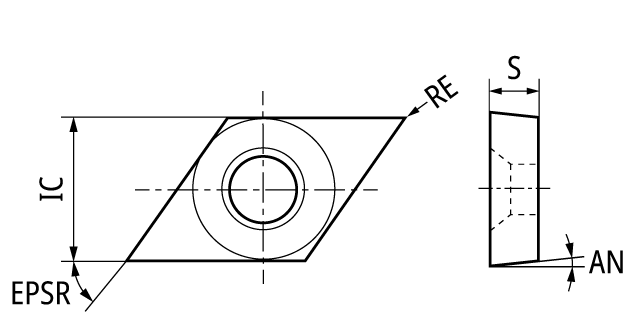
DC..
| 形状 | 品番 | CECC | EPSR | IC | S | AN | RE | BS | 超硬 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PVD | ||||||||||||||||||
| (メートル) | ° | mm | mm | ° | mm | mm | 650 | |||||||||||
 |
DCGT11T301MYL | シャープエッジ | 55 | 9.525 | 3.97 | 7 | 0.08 | – | ● | |||||||||
| DCGT11T302MYL | シャープエッジ | 55 | 9.525 | 3.97 | 7 | 0.18 | – | ● | ||||||||||
| DCGT11T304MYL | シャープエッジ | 55 | 9.525 | 3.97 | 7 | 0.38 | – | ● | ||||||||||
 |
DCGT11T301MCL | シャープエッジ | 55 | 9.525 | 3.97 | 7 | 0.08 | – | ● | |||||||||
| DCGT11T302MCL | シャープエッジ | 55 | 9.525 | 3.97 | 7 | 0.18 | – | ● | ||||||||||
| DCGT11T304MCL | シャープエッジ | 55 | 9.525 | 3.97 | 7 | 0.38 | – | ● | ||||||||||
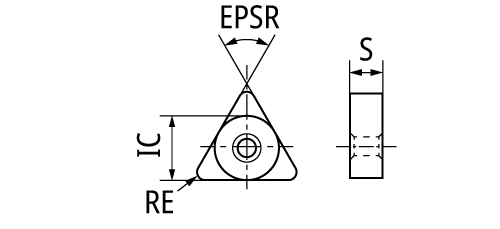
TN.G
| 形状 | 品番 | CECC | EPSR | IC | S | AN | RE | BS | 超硬 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PVD | ||||||||||||||||||
| (メートル) | ° | mm | mm | ° | mm | mm | 650 | |||||||||||
 |
TNGG160401MFNUL | シャープエッジ | 60 | 9.525 | 4.76 | – | 0.08 | – | ● | |||||||||
| TNGG160402MFNUL | シャープエッジ | 60 | 9.525 | 4.76 | – | 0.18 | – | ● | ||||||||||
| TNGG160404MFNUL | シャープエッジ | 60 | 9.525 | 4.76 | – | 0.38 | – | ● | ||||||||||
VC..
| 形状 | 品番 | CECC | EPSR | IC | S | AN | RE | BS | 超硬 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PVD | ||||||||||||||||||
| (メートル) | ° | mm | mm | ° | mm | mm | 650 | |||||||||||
 |
VCGT110301MYL | シャープエッジ | 35 | 6.35 | 3.18 | 7 | 0.08 | – | ● | |||||||||
| VCGT110302MYL | シャープエッジ | 35 | 6.35 | 3.18 | 7 | 0.18 | – | ● | ||||||||||
| VCGT110304MYL | シャープエッジ | 35 | 6.35 | 3.18 | 7 | 0.38 | – | ● | ||||||||||
 |
VCGT110301MCL | シャープエッジ | 35 | 6.35 | 3.18 | 7 | 0.08 | – | ● | |||||||||
| VCGT110302MCL | シャープエッジ | 35 | 6.35 | 3.18 | 7 | 0.18 | – | ● | ||||||||||