
 For milling applications | Whisker ceramic for hardened materials
For milling applications | Whisker ceramic for hardened materials
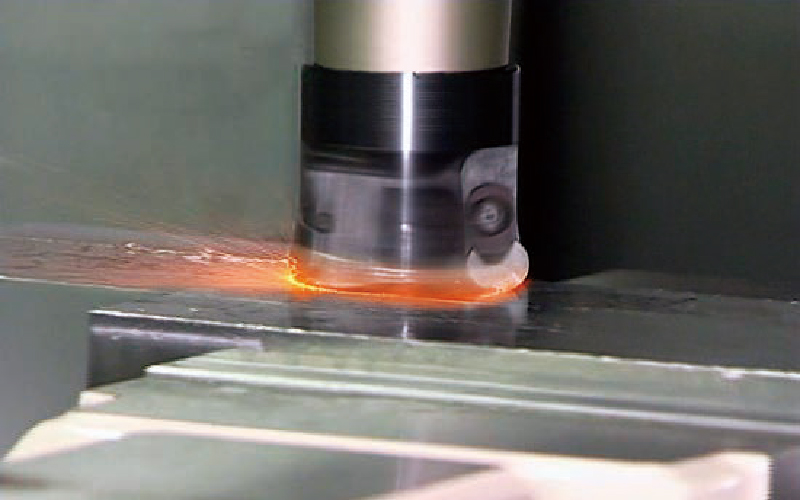
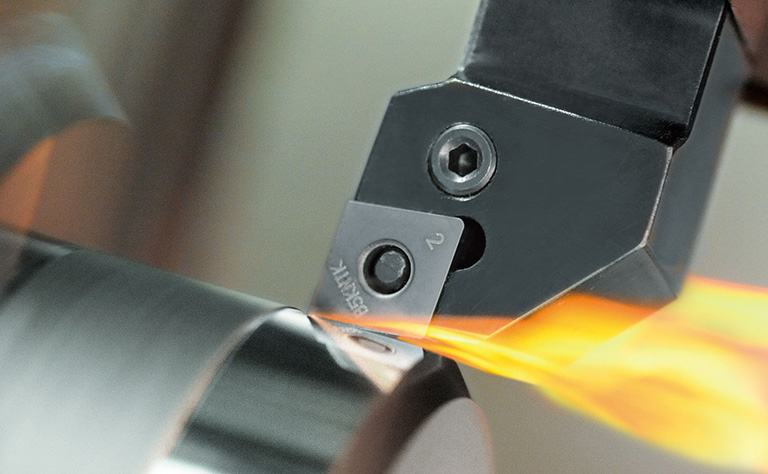
Rapid material removal and long tool life for hard milling
Mill hardened materials (HRC 45-62)
Reduce costs and eliminate grinding
Features
- Mill hardened materials (HRC 45-62)
- Reduce costs and eliminate grinding
Tooling application
Hardened materials from HRC 45-62
Tool steels, Mold steels, Chilled irons, Powdered metal, Stellite welded overlays, etc.
Cutting conditions
Scroll the table →
| Insert | DOC(inch) | HRC 45-55 | HRC 55-60 | HRC 60-62 | |||
|---|---|---|---|---|---|---|---|
| Cutting speed(SFM) | Feed(IPT) | Cutting speed(SFM) | Feed(IPT) | Cutting speed(SFM) | Feed(IPT) | ||
| RPG-21.51 | .030 | 850 - 1000 | .004 | 700 - 900 | .003 | 550 - 800 | .0025 |
| RPG-32 | .045 | 850 - 1200 | .0045 | 700 - 1100 | .003 | 550 - 1000 | .0025 |
| RPG-43 | .050 | 850 - 1300 | .005 | 700 - 1200 | .0035 | 550 - 1100 | .003 |
| RNG-32 | .045 | 850 - 1200 | .0045 | 700 - 1100 | .0045 | 550 - 1000 | .0025 |
| RNG-43 | .045 | 850 - 1400 | .0045 | 700 - 1300 | .045 | 550 - 1200 | .003 |
| RNG45 | .075 | 850 - 1400 | 005 | 700 - 1300 | .004 | 550 - 1200 | .003 |
Note: Speeds and feeds are approximate starting points
Guidelines for Success
- Minimize overhang and have a rigid set-up
- Keep cutting engagement at 1/2 to 5/8 of the cutter diameter
- Reduce feed by 25% upon entrance and exit of the cut
- Use air blast, do not use coolant
- Use helical interpolation to ramp down into a cavity
- Increase feed rates in corners to compensate for heat loss
- Use climb milling
- Use shrink fit holders whenever possible
- Safety first - machine within recommended conditions
- As DOC gets smaller, speed should increase to compensate for heat loss
- Adjust speed to maximize plastic deformation
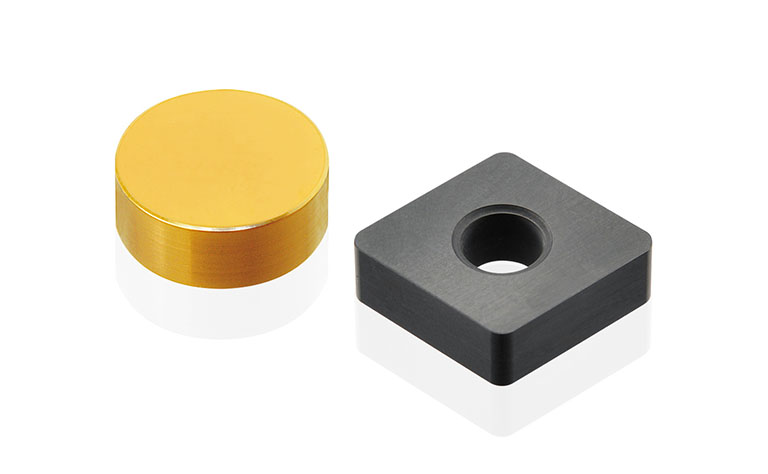
Tool lineup
Other recommended products
-
NTK450For Hard Turning in Continuous Cuts | NTK CeramiX
The ultimate ceramic grade for finishing hardened materials -" NTK CeramiX "
-
ZC7/ZC4For continuous machining | Ceramic for machining materials 30 - 70 HRC
Significant cost savings for high hardness materials
-
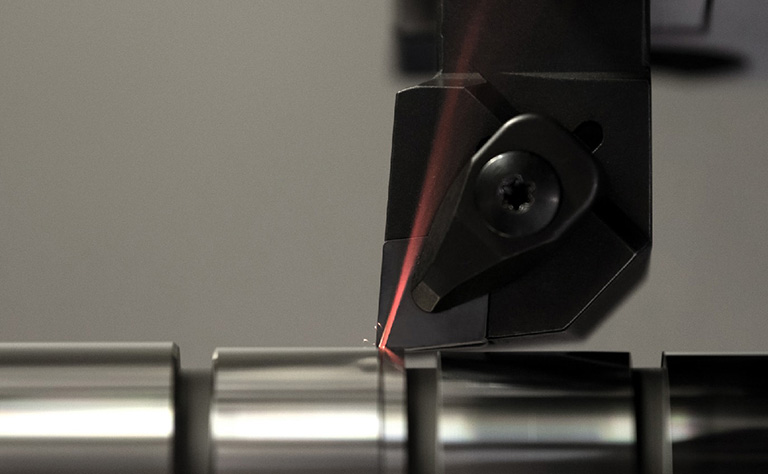
B5K/B52For continuous-light interruption machining | CBN for machining hardened material
High performance, low cost, versatile CBN
-

B40For heavy interrupted machining | CBN for machining hardened material
High performance, low cost CBN
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch