
| ISO | Work material | Coolant | Grade | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
Heat-Resistant Super Alloy Rough Turning (Without Scale) |
WET | WA1 | 180 – 300 600 – 1000 | 1.0 – 2.5 .040 – .100 | 0.12 – 0.25 .005 – .001 |
| 533 | ||||||
| Heat-Resistant Super Alloy Mid-Finish Turning |
WET | WA1 | 180 – 330 600 – 1000 | 1.0 – 2.0 .040 – .080 | 0.1 – 0.25 .004 – .001 | |
| 533 | ||||||
| Heat-Resistant Super Alloy Grooving |
WET | WA1 | 180 – 330 600 – 1000 | – | 0.05 – 0.1 .002 – .004 | |
| 533 |
| Jet engine part | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| 533 |
80mm
3.15 inch
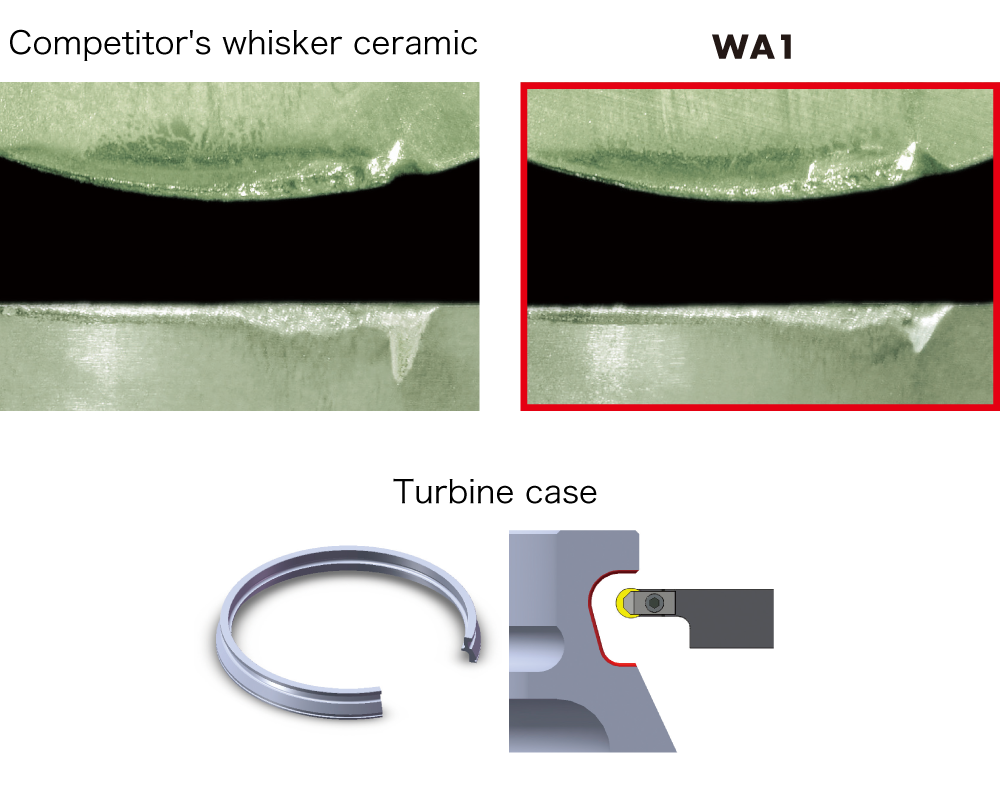
/ corner (Consistent performance)
|
| Competitor’s whisker ceramic |
80mm
3.15 inch
/ corner (Streaks visible on part surface)
|
| Gas turbine case | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| 533 |
1 pass = 2min
|
| Competitor’s carbide end mill |
1 pass = 60min |